
基于plc的智力競賽搶答器,plc生產實訓報告
一、實訓目的
《PLC生產實訓》是一門實踐課程。本實訓是配合《可編程控制器原理及應用》課程教學大綱、要求和課程實施計劃展開。通過本課程的實訓,使學生在學習了西門子S7-200系列PLC理論知識的基礎上,通過上機編程和程序調試實訓,進一步提高S7-200系列PLC的應用能力;了初步掌握PLC控制系統的分析、設計能力;掌握PLC的基本原理和選型應用方法,能夠根據設備的工藝過程和控制要求正確選用可編程控制器及配套的常用功能模塊。通過實習,要求學生能熟練掌握PLC的理論知識和實驗中所掌握的實踐知識,能正確地進行系統設計,并通過實驗使學生獲得軟件設計的初步能力。在實習的全過程中,培養學生勤奮學習、求真、求實的科學品德,培養學生的動手能力、觀察能力、查閱文獻能力、思維能力、想象能力、表達能力,為今后從事相關的專業技術工作打下基礎。
二、實訓要求
PLC實訓是對綜合應用能力的培養,因此在實訓過程中要求能夠主動思考,積極參與。每個同學必須做到的是:根據工藝要求,分析控制要求,設計控制程序,然后再進行編程、調試,以滿足加工所要求的基本工藝過程。個別有能力的同學可以在原有控制要求的基礎上進一步完善相應的控制環節,或者結合實際(例如根據控制的某些特點),提出合理化建議并編程實現。
三、實訓內容
基于 PLC的智力競賽搶答器,其系統控制流程圖如圖1所示:
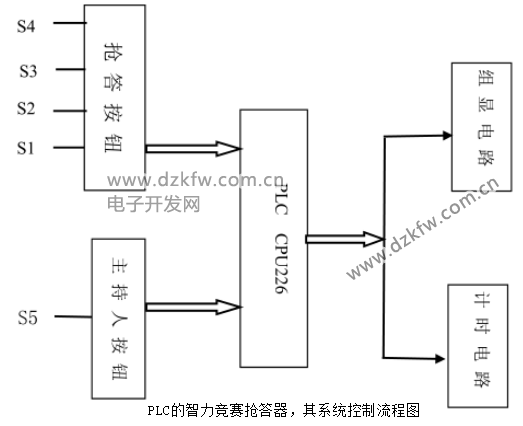
圖1
其PLC的硬件連接圖如下圖2所示:
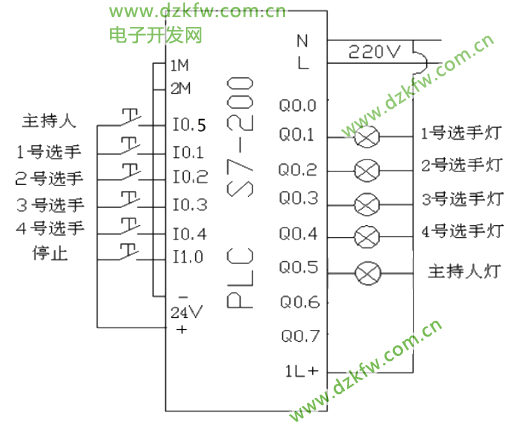
圖2
四、控制要求
控制任務:有4個搶答席和1個主持席,每個搶答席席上各有1個搶答按鈕和1個搶答指示燈。參賽者在允許搶答時,第一個按下搶答按鈕的搶答席上的指示燈將會亮,且釋放搶答按鈕后,指示燈仍然亮;此后另外兩個搶答席上即使在按各自的搶答按鈕,其指示燈也不會亮。這樣主持人就可以輕易的知道誰是第一個按下搶答器的。該題搶答倒計時結束后,指示燈熄滅,又可以進行下一題的搶答比賽。
工藝要求:本控制系統有五個按鈕,其中4個常開按鈕S1、S2、S3、S4,一個常閉S0。另外,作為控制對象有4盞燈H1、H2、H3、H4。
5、設計思路及實施方案
(一)整體設計:
根據 PLC智能搶答器的控制要求,應用程序采用一體化結構。通過PLC控制程序來實現整體的運行,系統僅需要少量的按鈕和接口,一般的PLC配置都可運行。該系統本著簡單易懂、可靠性強、適應性強等方面進行設計。在搶答時只需按動按鈕即可數碼管在系統程序的控制下自動顯示組號以及倒計時時間。安全、可靠、省時、省力、價格便宜。
控制軟件應用SIEMENS編程軟件,采用梯形圖語言編寫,根據系統控制要求,進行針對性設計,要充分保證系統的安全,保證整個系統的運行安全可靠。自動條件下,必須復位后在滿足自動條件下才能進行自動運行程序,當中充分應用各個過程的互鎖來保證系統的安全。
(2)PLC控制主要程序:
當主持人按下I0.0按鈕后,選手才能正常搶答,如下圖3所示:
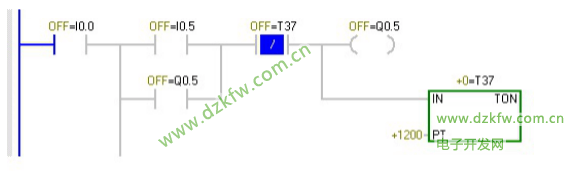
圖3
四組選手的搶答程序如圖4所示:
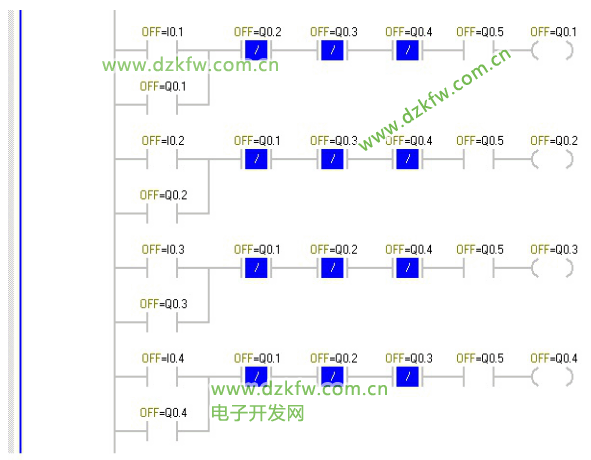
圖4
當選手搶答成功后,答題計時開始,程序如圖5所示:
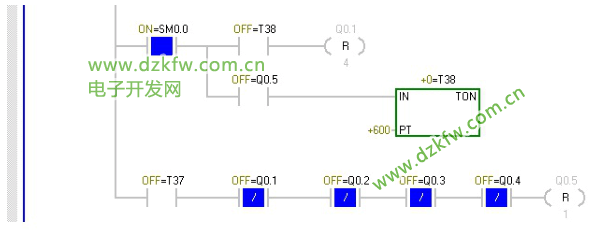
圖5
六、輸入輸出端口分配(I/0分配表)
搶答器的PLC控制系統的I/0端口如下表1所示:

七、編寫程序,上機調試
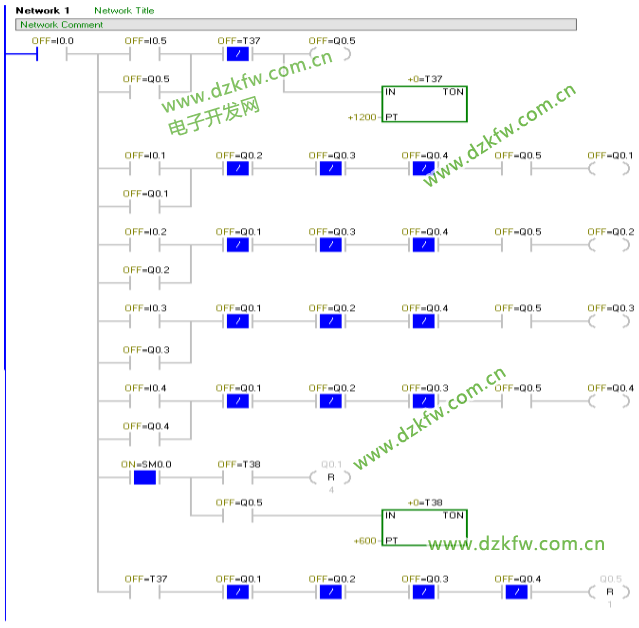
梯形圖如下圖6所示:
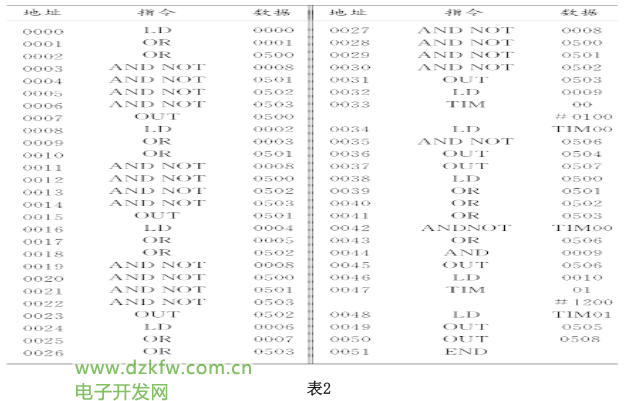
程序指令表2如下:
八、實訓小結
在自己的努力、組員的幫助和老師的指導下,終于完成了此次實訓。通過思考,我發現可以做適當擴展。當給電路加入適當的編、譯碼器件,就可以將指示燈變為直觀的數字顯示,對外圍電路稍加修改,就可以變成多路多人搶答器,如六路或十路等,改為多路多人搶答器,可以在梯形圖中再加入兩路或六路分支即可。
通過這次實訓,學習了S7-200系列PLC的基本指令和功能指令,系統地掌握了PLC在工業自動化控制系統中的應用以及計算機控制的相關知識,更加了解可編程控制器的構造及應用。激發了我們的創新意識,為今后從事專業技術工作打下了扎實的基礎。
[參考文獻]
[1]廖常初.PLC基礎及應用.北京:機械工業出版社.
[2]史國生.電氣控制與可編程控制器技術.北京:化學工業出版社,2003.
[3]孫振強.可編程控制器原理及應用教程.北京:清華大學出版社.
[4]阮友德.電氣控制與PLC實訓教程.北京:人民郵電出版社,2006.
[5]陳宇,可編程控制器基礎及編程技巧[M].廣州:華南理工大學出版社,
1999.
[6]彭利標,徐耀生,王芯.可編程控制器原理及應用[M].西安:西安電子科技
大學出版社,2000.
[7]鄧則名,鄺穗芳,電器與可編程控制器應用技術[M].北京:機械工業出版社,
1999.
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底