
隨著電子技術特別是電子計算機的廣泛應用,機器人的研制已經成為高技術領域內迅速發展起來的一門新興技術,它更加促進了機械手的發展,使得機械手能更好地實現與機械化和自動化的有機結合。機械手不僅對環境適應性強、能持久、耐勞、動作準確、靈活性好、能很好地適應產品的不斷變化,而且提高了工作效率,節省了大量的勞動力,因此機械手已經受到很多部門的重視,在工業生產中得到了愈來愈廣泛的應用。本節將對機械手的PLC控制過程進行詳細說明。
一、工藝流程與操作方式
圖8-1所示為搬運機械手的工作示意圖,該機械手是一個水平/垂直位移的機械設備,運動過程并不復雜,一共有6個動作,分為3組,即上升/下降、左移/右移、夾緊/放松。其操作是將工件從左工作臺搬到右工作臺,由重新接近開關來檢測工作臺上有沒有工件。
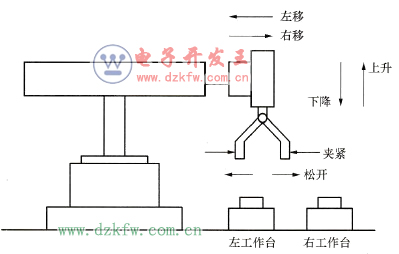
圖8-1 搬運機械手工作時的動作
機械手通常位于原點,所有的動作均由氣缸驅動,而氣缸則由相應的電磁閥控制。其中,上升與下降、左移與右移動作均由雙線圈二位電磁閥控制,即當下降電磁閥通電時,機械手下降;下降電磁閥斷電時,機械手停止下降。只有當上升電磁閥通電時,機械手才上升。機械手的夾緊和放松由一個單線圈二位電磁閥(稱為夾緊電磁閥)來控制,線圈通電時夾緊,斷電時放松。
(1)機械手工藝流程。機械手的動作順序和檢測元件、執行元件的布置示意圖如圖8-2所示。機械手的初始位置停在原點,按下啟動按鈕后,下降電磁閥通電,機械手下降,下降過程中,碰到下限位開關時,下降電磁閥斷電,下降動作停止。同時接通夾緊電磁閥,機械手夾緊工件,夾緊后,上升電磁閥通電,機械手上升。上升過程中,碰到上限位開關時,上升電磁閥斷電,上升過程停止。同時接通右移電磁閥,機械手右移。右移過程中,碰到右限位開關時,右移電磁閥斷電,右移過程結束。如果此時工作臺上沒有工件,則光電開關接通,下降電磁閥通電,機械手下降。下降過程中,碰到下限位開關時,下降電磁閥斷電,下降過程結束。同時夾緊電磁閥斷電,機械手放松,在合適的位置放下工件。放完工件后,上升電磁閥通電,機械手上升,上升過程中,碰到上限位開關時,上升電磁閥斷電,上升過程結束。同時接通左移電磁閥,機械手向左移動,直到碰到左限位開關后,左移電磁閥斷電,左移過程結束,此時機械手回到原點。至此,機械手完成了一個周期的動作。
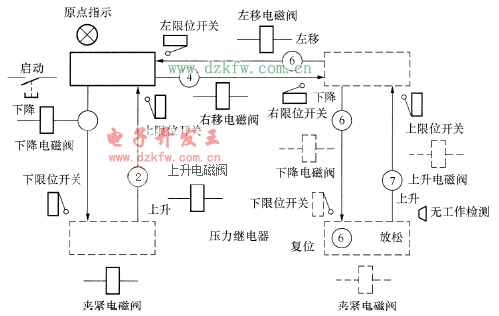
圖8-2 搬運機械手的動作順序和檢測元件、執行元件的布囂示意圖
為保證安全,當機械手右移到位準備下降時,必須確保右工作臺上沒有工件時才能下降,若上一次搬到右工作臺上的工件尚未移走,機械手應自動暫時等待。可以使用一個光電開關來檢測右工作臺上有無工件。
(2)操作方式。搬運機械手的操作方式可化分為手動操作和自動操作兩類,自動操作又可進一步劃分為單步、單周期以及連續操作。
1)手動操作。利用按鈕對機械手的每一個動作單獨進行控制,例如,選擇夾緊/放松運動時,按下啟動按鈕,機械手夾緊;按下停止按鈕,機械手放松。上下運動時,按下“下降”按鈕,機械手下降,按“上升”按鈕,機械手上升。
2)單步操作。每按一下啟動按鈕,機械手完成一步的動作后自動停止。
3)單周期操作。按下啟動按鈕,從原點開始,機械手自動完成一個周期的動作,返回原點后停止。
4)連續操作。機械手從原點開始,每按一次啟動按鈕,機械手將按工序自動反復連續循環工作,直到按下停止按鈕,機械手自動停機。
二、硬件設計
(1)操作面板設計。根據以上控制要求以及操作方式,可設計如圖8-3所示的操作臺面板布置示意圖。
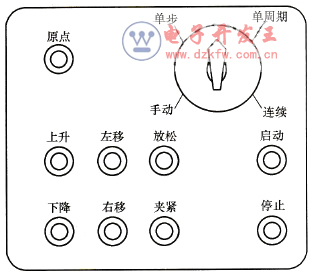
圖8-3 操作臺面板布置示意圖
(2)輸入、輸出信號分析。輸入信號是將機械手的工作狀態和操作信息提供給PLC,PLC的輸入信號共有18個輸入信號點,需占用18個輸入端子。具體分配如下:“操作方式”選擇開關有手動、單步、單周期和連續4種工作方式,需要4個輸入端子;手動操作時,需要下降、上升、右移、左移、夾緊、放松、回原點7個按鈕,需要7個輸入端子;自動工作時,需要啟動按鈕、停止按鈕,需要用2個輸入端子;位置檢測信號有上限、下限、左限、右限4個行程開關,需要4個輸入端子;“無工件”檢測信號采用光電開關作檢測元件,需要1個輸入端子。總計需要18個輸入端子。
輸出信號用來控制機械手的上升、下降、左移、右移和夾緊5個電磁閥線圈,需要5個輸出點;此外,機械手從原點開始工作,需要1個原點指示燈,要占用1個輸出端子。所以,共需要6個輸出端子。
(3) PLC的輸入/輸出分配表。根據對機械手的輸入/輸出信號的分析,可編寫如表8-1所示的PLC輸入/輸出分配表。
表8-1 PLC輸入/輸出分配表
|
序號 |
地址 |
名稱 |
功能說明 |
|
18路數字輸入信號 | |||
|
1 |
I0.0 |
按鈕 |
啟動機械手動作 |
|
2 |
I0.1 |
限位開關 |
指示機械手的運動下限 |
|
3 |
I0.2 |
限位開關 |
指示機械手的運動上限 |
|
4 |
I0.3 |
限位開關 |
指示機械手的右移運動極限 |
|
5 |
I0.4 |
限位開關 |
指示機械手的左移運動極限 |
|
6 |
I0.5 |
光電開關 |
檢測工作臺上有無工件 |
|
7 |
I0.6 |
按鈕 |
停止機械手工作 |
|
8 |
I0.7 |
選擇開關 |
手動操作方式選擇開關 |
|
9 |
I1.0 |
選擇開關 |
單步操作方式選擇開關 |
|
10 |
I1.1 |
選擇開關 |
單周期操作方式選擇開關 |
|
11 |
I1.2 |
選擇開關 |
連續操作方式選擇開關 |
|
12 |
I1.3 |
按鈕 |
選擇下降運動 |
|
13 |
I1.4 |
按鈕 |
選擇上升運動 |
|
14 |
I1.5 |
按鈕 |
選擇右移 |
|
15 |
I1.6 |
按鈕 |
選擇左移 |
|
16 |
I1.7 |
按鈕 |
選擇夾緊動作 |
|
17 |
I1.8 |
按鈕 |
選擇放松動作 |
|
18 |
I1.9 |
按鈕 |
復位按鈕,使機械手復位 |
|
6路數字輸出信號 | |||
|
1 |
Q0.0 |
電磁閥 |
控制機械手的下降移動 |
|
2 |
Q0.0 |
電磁閥 |
控制機械手的夾緊動作 |
|
3 |
Q0.2 |
電磁閥 |
控制機械手的上升移動 |
|
4 |
Q0.3 |
電磁閥 |
控制機械手向右移動 |
|
5 |
Q0.4 |
電磁閥 |
控制機械手向左移動 |
|
6 |
Q0.5 |
指示燈 |
指示機械手是否回到原點 |
(4) PLC選型。根據表8-1所示的輸入/輸出分配表,參看第2章中的表2-1,本實例中PLC選用西門子公司生產的S7-200系列PLC中的CPU226,S7-200 CPU226共有24個輸入端子,16個輸出端子,采用繼電器輸出型,完全可以滿足本實例的控制需求。
(5) PLC硬件接線圖。根據前述的輸入/輸出信號分析,可設計如圖8-4所示的PLC的輸入/輸出接線圖。
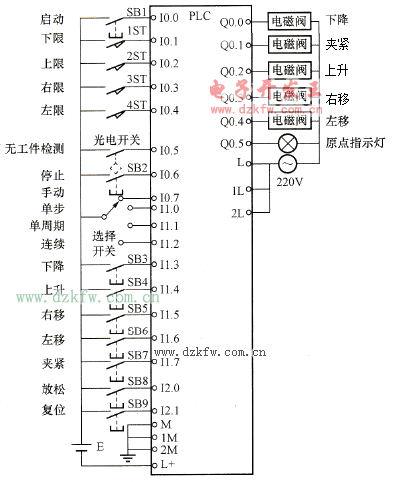
圖8-4 PLC控制的機械手的外部接線圖
三、PLC控制系統程序設計
為了便于編程,在設計軟件時常將公用程序、手動程序和自動程序分別編出相對獨立的程序段,再用條件跳轉指令進行選擇。搬運機械手的控制系統程序結構框圖如圖8-5所示。系統運行時首先執行公用程序,然后當選擇手動工作方式時,I0.7接通并跳轉至手動程序執行;當選擇自動工作方式,然后當選擇手動工作方式時,I0.7接通并跳轉至手動程序執行;當選擇自動工作方式(單步、單周期、連續)時,I1.0、I1.1或I1.2接通則跳轉至自動程序執行。
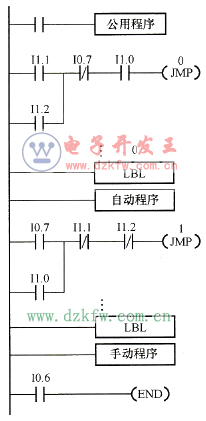
圖8-5 控制系統程序結構框圖
(1)公用程序。公用程序用于處理各種工作方式都要執行的任務,以及不同的工作方式之間相互切換的處理,公用程序如圖8-6所示。
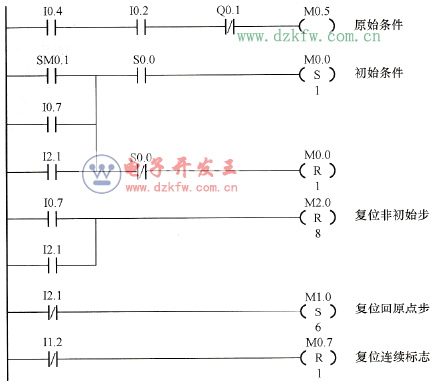
圖8-6 公用程序
左限位開關I0.4、上限位開關I0.2的動合觸點和表示機械手夾緊的Q0.1的動斷觸點的串聯電路接通時,“原點條件”S0.0變為ON。當機械手處于原點狀態(S0.0為ON),在開始執行用戶程序(SM0.1為ON)、系統處于手動狀態或自動回原點狀態(I0.7或I2.1為ON)時,初始步對應的M0.0將被置位,為進入單步、單周期和連續工作方式做好準備。如果此時S0.0為OFF狀態,M0.0將被復位,初始步為不活動步,按下啟動按鈕也不能進入步M2.0,系統不能在單步、單周期和連續工作方式下工作。
(2)手動程序。手動操作不需要按工序順序動作,所以可按普通繼電器程序來設計。手動操作的梯形圖如圖8-7所示。手動按鈕I0.7、I1.3~I2.1分別控制下降、上升、右移、左移、夾緊、放松和回原點各個動作。為了保證系統的安全運行設置了一些必要的連鎖。其中在左移動、右移動的梯形圖中加入了I0.2作為上限連鎖,因為機械手只有處于上限位置時,才允許左右移動。
(3)自動操作流程圖。由于自動操作的動作較復雜,可先畫出自動操作流程圖,如圖8-8所示,用于表明動作的順序和轉換條件,然后再根據所采用的控制方法設計程序。矩形框表示“工步”,相鄰兩工步用有向線段連接,表明轉換的方向。小橫線表示轉換的條件,如轉換條件得到滿足,則程序從上一工步轉到下一工步,步進控制原理如圖8-9所示。
(4)自動程序設計。根據自動操作流程就可以畫出自動控制程序的梯形圖,如圖8-10所示。
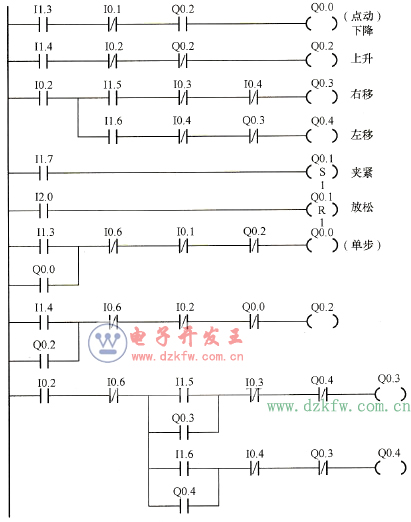
圖8-7 手動操作的梯形圖
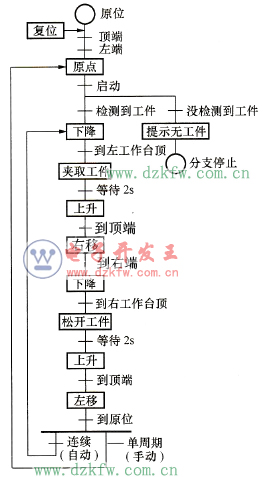
圖8-8 自動操作流程圖
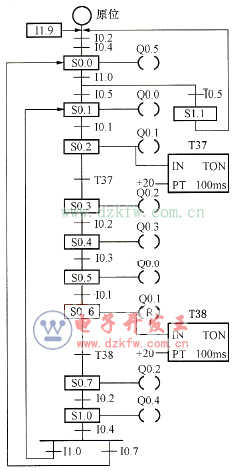
圖8-9 步進控制原理圖
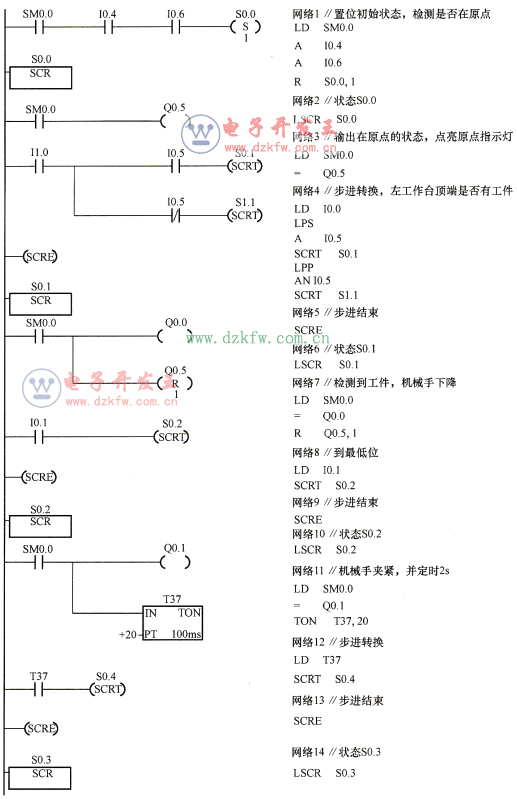
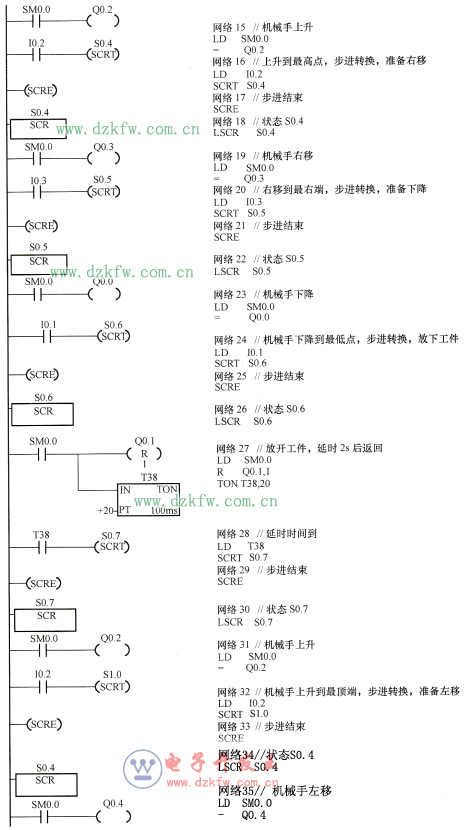
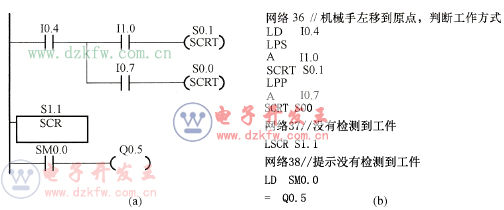
圖8-10 自動控制方式梯形圖
(a)梯形圖;(b)語句表
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底