
一、STL/RET 指令
STL 指令可以使編程者生成流程和工作與順序功能圖非常接近的程序。
STL 指令的意義為激活某個步(即狀態),在梯形圖上體現為從主母線上引出的狀態接點。STL 指令有建立子母線的功能,從而使該狀態的所有操作均在子母線上進行。
步進返回指令 RET 是指狀態流程結束,用于返回主母線。
一般 FX 系列 plc 采用狀態器 S 編制順控程序,并與 STL 指令一起使用。
1. 順序功能圖和步進梯形圖之間的轉換
使用步進梯形指令 STL 和步進返回指令 RET 可以將順序功能圖轉換為步進梯形圖,其對應關系如下圖所示。
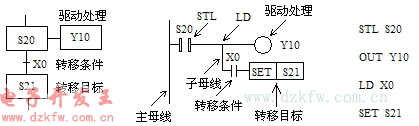
( a ) 順序功能圖 ( b ) 梯形圖 ( c ) 指令表
圖 順序功能圖與梯形圖的對應關系
ST L 觸點驅動的電路塊有 3 個功能:①對負載的驅動處理,即 在這一步要做什么; ②指定轉移條件, 即滿足該條件則退出這一步; ③指定轉移目標, 即下一步狀態是什么 。
2. 步進梯形圖編程規則
( 1 )初始步可由其它步驅動,但運行開始時必須用其它方法預先作好驅動,否則狀態流程不可能向下進行。
( 2 )步進梯形圖編程順序為:先進行驅動,后進行轉移。二者的順序不能顛倒。
( 3 )編程時必須使用 STL 指令對應于每一個順序功能圖上的步。
( 4 )各 STL 觸點的驅動電路一般放在一起,最后一個 STL 電路結束時,一定要使用步進返回指令 RET 使其返回主母線。
( 5 ) STL 觸點可以直接驅動也可以通過別的觸點驅動,如 Y 、 M 、 S 、 T 、 C 等元件的線圈和應用指令。
( 6 )驅動負載使用 OUT 指令,當同一負載需要連續多步驅動時可使用多重輸出,也可使用 SET 指令將負載置位,等到負載不需要驅動時再用 RST 指令將其復位。
( 7 )由于 CPU 只執行活動步對應的電路塊,因此使用 STL 指令時允許“雙線圈”輸出,即不同的 STL 觸點可以分別驅動同一編程元件的一個線圈。
( 8 )與 STL 觸點相連的觸點使用 LD 或 LDI 指令。
( 9 )在步的活動狀態的轉移過程中,相鄰兩步的狀態器會同時 ON 一個掃描周期,此時可能會引發瞬時的雙線圈問題。為了避免不能同時接通的兩個輸出(如下圖所示控制電動機正反轉的接觸器線圈)同時動作,除了在梯形圖中設置軟件互鎖電路外,還應在 PLC 外部設置由常閉觸點組成的硬件互鎖電路。
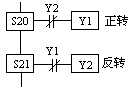
圖 正反轉的軟件互鎖控制
( 10 ) SET 指令和 OUT 指令均可以用于步的活動狀態的轉移,可將原來活動步對應的狀態器復位,將后續步置為活動步,此外還有自保持功能。
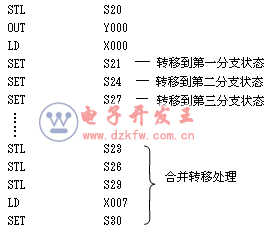
(11) 并行序列和選擇序列中分支處的支路數不能超過 8 。
(12) 在轉移條件對應的電路中,不能使用 ANB 、 ORB 、 MPS 、 MRD 、 MPP 指令。
二、單序列編程
送料小車開始時停在右側限位開關 X1 處,如下圖所示。按下起動按鈕 X3 , Y2 為 ON ,打開料斗的閘門,開始裝料,同時定時器 T0 定時, 8s 后關閉料斗的閘門, Y2 變為 OFF , Y1 變為 ON ,開始左行。碰到限位開關 X2 后停下來卸料, Y1 變為 OFF , Y3 變為 ON ,同時定時器 T1 開始定時。 10s 后 Y3 變為 OFF , Y0 變為 ON ,開始右行,碰到限位開關 X1 后返回初始狀態,此時 Y0 變為 OFF ,小車停止運行。
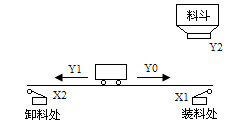
圖 運料小車工作示意圖
由運料小車的工藝要求可知,這是一個順序流程控制過程,設計其順序功能圖的步驟如下:
( 1 )將整個工作過程按工序進行分解,每個工序對應一個步(即狀態),步的分配如下所示。
初始狀態: S0 。
裝料: S20 。
左行: S21 。
卸料: S22 。
右行: S23 。
從以上工作過程的分解可以看出,該控制系統一共有 5 步。
( 2 )對應于每一個步的動作。
S0 :無動作。
S20 :驅動 Y2 為 ON ,小車裝料,同時起動定時器 T0 定時 8s 。
S21 :驅動 Y1 為 ON ,小車開始左行。
S22 :驅動 Y3 為 ON ,小車卸料,同時起動定時器 T1 定時 10s 。
S23 :驅動 Y0 為 ON ,小車右行。
( 3 )找出每個步的轉移條件。
由工作過程可知,每一步的轉移條件為:
S0 : PLC 上電之初由初始化脈沖 M8002 (只閉合一個掃描周期)對其置位為 ON ,為以后活動步的轉移作準備,在工作過程中,由右限位對其置位為 ON 。
S20 :小車在右限位 X1 處并且按起動按鈕 X3 ,即 ![]() 。
。
S21 : T0 的常開觸點。
S22 :左限位 X2 。
S23 : T1 的常開觸點。
經過上述 3 個步驟,得到的小車控制系統的順序功能圖如下圖所示。下圖( b )和圖( c )分別為相應的梯形圖和指令表。
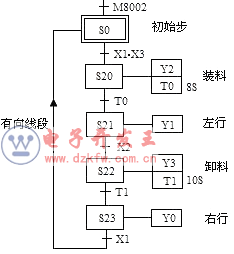
( a )順序功能圖
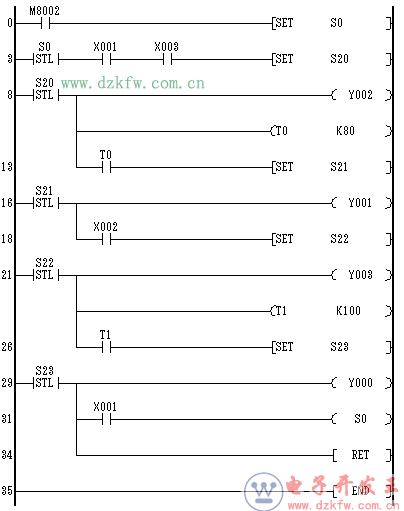
( b )梯形圖
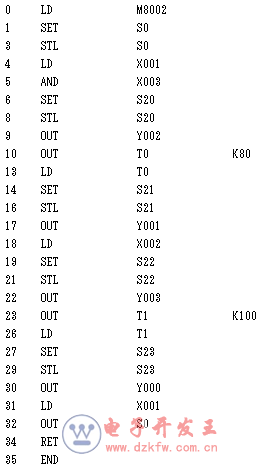
( c )指令表
圖 單序列編程
三、選擇序列編程
從多個分支流程中選擇某一個單支流程,稱之為選擇性分支。
選擇序列的順序功能圖與步進梯形圖之間的轉換下圖( a )、( b )和(c)所示。
(a)順序功能圖
(b) 梯形圖
(c) 指令表
圖 選擇序列對應的梯形圖和指令表
下圖為使用傳送帶將大、小球分類選擇傳送的裝置示意圖。其動作順序為下降、吸工件、上升、右移、下降、釋放工件、上升、左移。左上為原點,當機械臂下降且電磁鐵吸住大球時,限位開關 SQ2 斷開,而吸住小球時 SQ2 接通,以此判斷大球或小球。
左移、右移分別由 Y4 、 Y3 控制,上升、下降分別由 Y2 、 Y0 控制,將工件吸住由 Y1 控制。當機械臂移到上限位、左限位并松開時為原點位置,即 ![]() , Y5 為原點指示。
, Y5 為原點指示。
上限位: SQ3 ― X3
下限位: SQ2 - X2
左限位: SQ1 ― X1
右移小球限位: SQ4 ― X4
右移大球限位: SQ5 ― X5
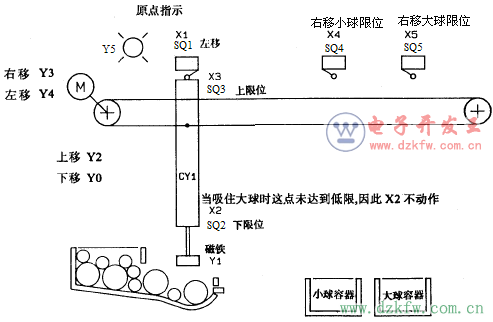
圖 大、小球分揀示意圖
根據工藝要求,該控制流程可依據 SQ2 的狀態(即對應大、小球)分成兩個分支,如下圖所示。
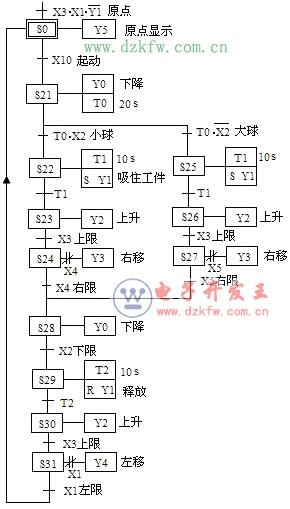
圖 大、小球分揀順序功能圖
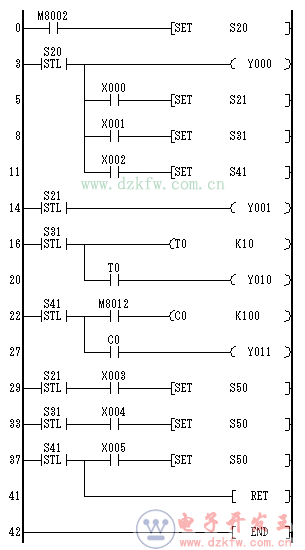
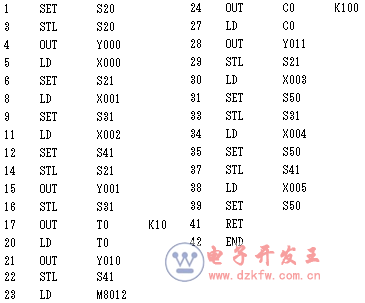
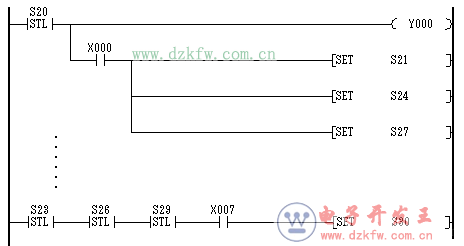
根據上圖,得到大、小球分揀控制系統的步進梯形圖和指令表如下圖( a )和( b )所示。
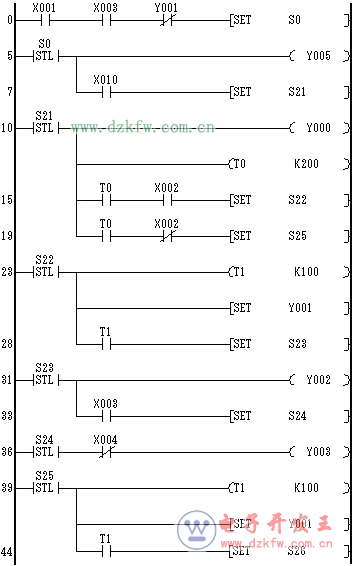
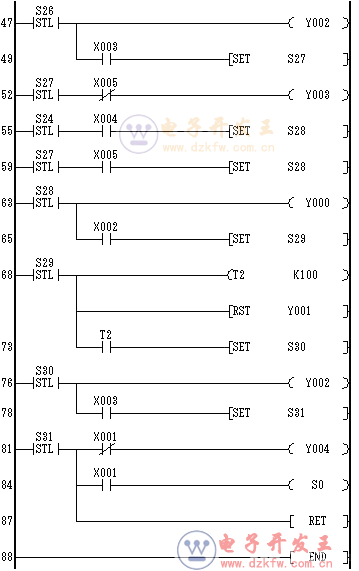
(a) 梯形圖
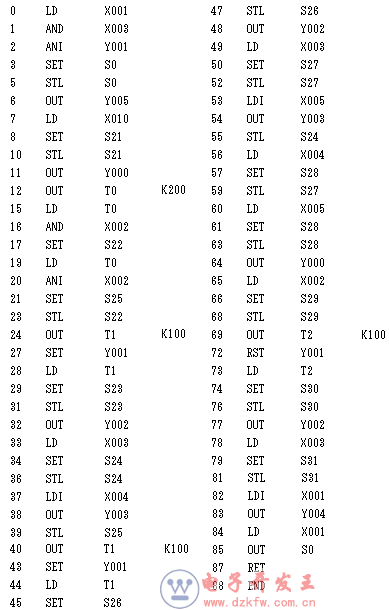
( b )指令表
圖 大、小球分揀系統步進梯形圖和指令表
四、并行序列編程
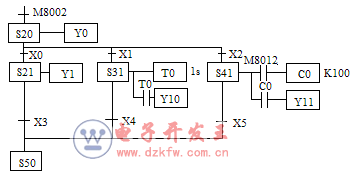
下圖所示為并行分支的順序功能圖,并行分支是指同時處理的程序流程。
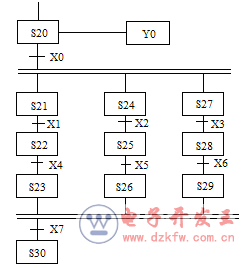
圖 并行序列的順序功能圖
其梯形圖和指令表見下圖中的( a )圖和( b )圖。
( a ) 梯形圖
( b ) 指令表
圖 并行序列對應的梯形圖和指令表
下圖所示為按鈕式人行道紅、綠燈交通管理器,它是一個并行分支與匯合序列。
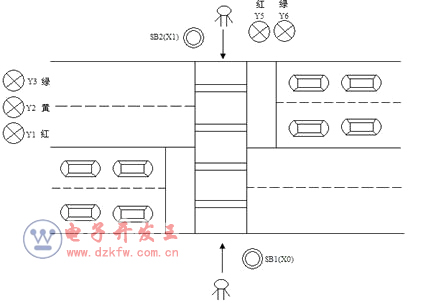
圖 按鈕式人行道交通燈示意圖
正常情況下,汽車通行,即 Y3 綠燈亮、 Y5 紅燈亮;當行人需要過馬路時,則按下按鈕 X0 (或 X1 ), 30s 后主干道交通燈的變化為綠→黃→紅(其中黃燈亮 10s ),當主干道紅燈亮時,人行道從紅燈轉成綠燈亮, 15s 后人行道綠燈開始閃耀,閃耀 5 次后轉入主干道綠燈亮,人行道紅燈亮。
下圖是人行道交通燈的順序功能圖,該圖既有并行分支,又有選擇分支。
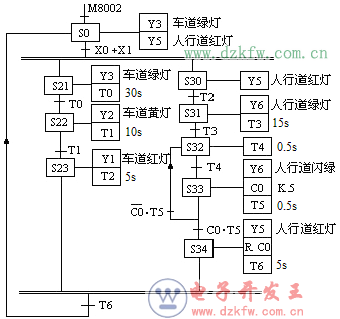
圖 人行道交通燈順序功能圖
其步進梯形圖和指令表分別見下圖( a )和( b )。
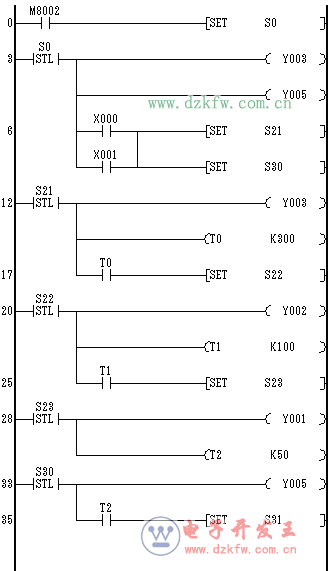
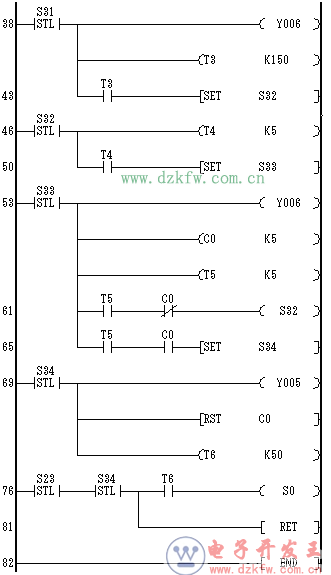
( a )梯形圖
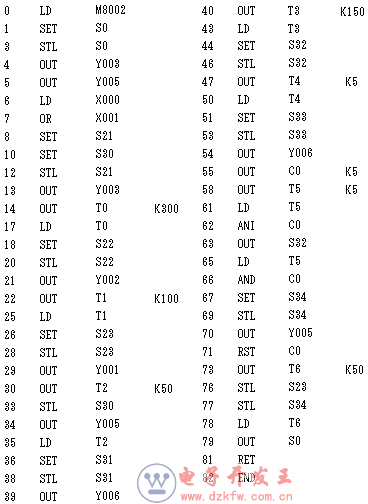
( b )指令表
圖 人行道交通燈的步進梯形圖和指令表
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底