
-
機械手工作過程如下:每次循環動作均從原位開始。開始運行后,如果機械手不在初始位置上,步進電機開始運轉(橫軸向手抓方向移動,豎軸向上移動)。歸位后首先橫軸步進電機工作,橫軸前伸;前伸到位后,手抓電動機得電,帶動手抓旋轉;當傳感器檢測到限位開關時,電動機停止,PLC控制電磁閥動作,手張開;延時一段時間,豎軸步進電機工作,豎軸下降;下降到位后,電磁閥復位,手爪夾緊;延時過后,豎軸上升,同時橫軸縮回、底盤電機帶動底盤旋轉;當橫軸、豎軸、底盤都到位后,橫軸前伸;到位后手爪旋轉,然后豎軸下降,電磁閥動作,手爪張開;延時后豎軸上升復位,然后開始下一周期動作。
圖片是S7-200 CPU226的端子管腳圖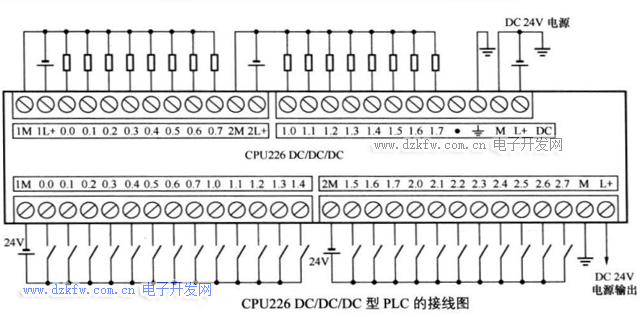
- I/O表如下:

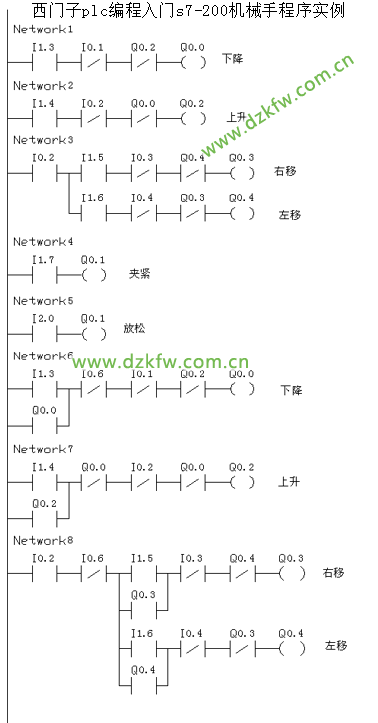
手動程序。手動程序分為點動控制和單步控制兩部分,手動操作不需要按工序順序動作,按普通繼電器程序來設計。手動操作的梯形圖如圖所示。手動按鈕I0.7、I1.3—I2.1分別控制下降、上升、右移、左移、夾緊、放松和回原點各個動作。為了保證系統的安全運行設置了一些必要的連鎖。其中在左、右移動的梯形圖中加入了I0.2作為上限連鎖,因為機械手只有處于上限位置時,才允許左右移動,由于夾緊、放松、動作是用二位五通電磁換向閥的CY3-1電磁線圈控制,故在梯形圖中用“置位”、“復位”指令,使之有保持功能。以下是手動操作程序梯形圖,如下圖所示:
-
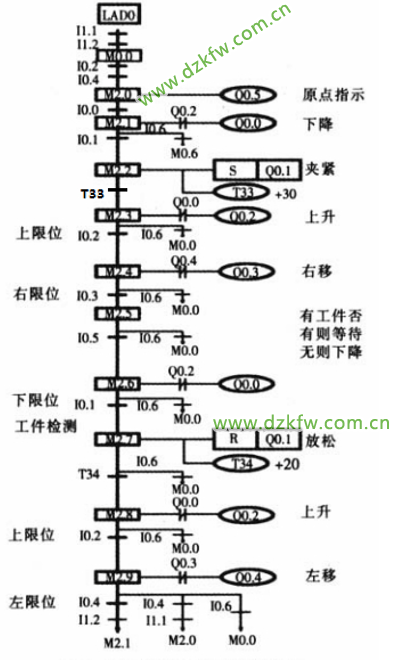
自動程序。由于自動操作的動作較復雜,采用順序功能圖設計法設計程序,用以表明動作的順序和轉換條件,矩形框表示“工步”,相鄰兩工步用線段連接,表明轉換的方向。橫線表示轉換的條件。若轉換條件得到滿足則程序從上一工步轉到下一工步。根據順序功能圖可以方便的轉換為梯形圖程序,其順序功能圖如下圖所示:
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底