
前面和大家一起進(jìn)行了西門子PLC的一些基礎(chǔ)知識(shí)及編程元件的學(xué)習(xí),下面和大家一起探討一下具體應(yīng)用程序的編寫方法,我們以運(yùn)料小車控制系統(tǒng)的編程方法為例進(jìn)行講解。西門子S7-200PLC編程實(shí)例及技巧(運(yùn)料小車控制系統(tǒng))_送料小車設(shè)計(jì)_自動(dòng)往返小車設(shè)計(jì)
運(yùn)料車主要用于搬運(yùn)加工工件,在工礦企業(yè)的生產(chǎn)車間是比較常見(jiàn)的運(yùn)輸設(shè)備。運(yùn)料車由三相交流異步電動(dòng)機(jī)進(jìn)行驅(qū)動(dòng)。其運(yùn)動(dòng)方向的改變主要是通過(guò)電動(dòng)機(jī)的正反轉(zhuǎn)來(lái)實(shí)現(xiàn)。控制系統(tǒng)正常運(yùn)行時(shí),一般設(shè)為連續(xù)運(yùn)行(自動(dòng)控制)狀態(tài)。但在調(diào)試系統(tǒng)或設(shè)備維修過(guò)程中,往往需把系統(tǒng)設(shè)為點(diǎn)動(dòng)控制(手動(dòng)控制),所以運(yùn)料車的控制實(shí)際上就是電動(dòng)機(jī)點(diǎn)動(dòng)、連續(xù)正反轉(zhuǎn)控制。
運(yùn)料車由三相交流異步電動(dòng)機(jī)拖動(dòng),可左右運(yùn)行,如圖1所示。具體控制要求如下:
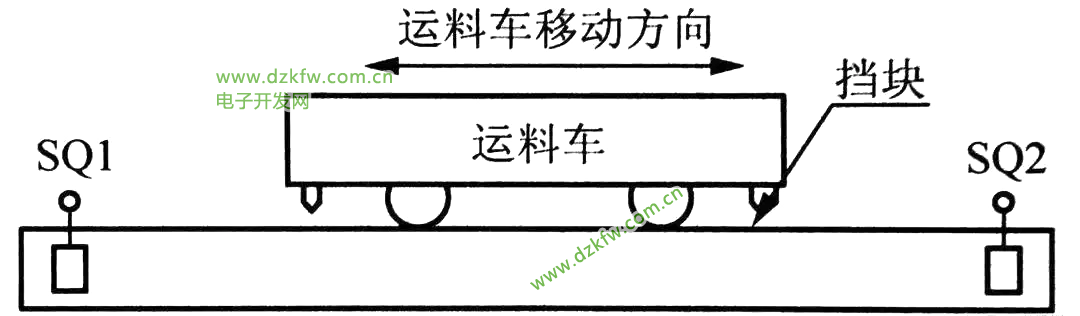
圖 1
1、點(diǎn)動(dòng)控制時(shí),按點(diǎn)動(dòng)正轉(zhuǎn)按鈕,電動(dòng)機(jī)正轉(zhuǎn)點(diǎn)動(dòng)運(yùn)行,運(yùn)料車左行;按點(diǎn)動(dòng)反轉(zhuǎn)按鈕,電動(dòng)機(jī)反轉(zhuǎn)點(diǎn)動(dòng)運(yùn)行,運(yùn)料車右行。
2、連續(xù)控制時(shí),按正轉(zhuǎn)按鈕,電動(dòng)機(jī)連續(xù)正轉(zhuǎn),運(yùn)科車連續(xù)左行;按反轉(zhuǎn)按鈕,電動(dòng)機(jī)連續(xù)反轉(zhuǎn),運(yùn)料車連續(xù)右行;按停止按鈕,運(yùn)料車隨時(shí)停止。
3、運(yùn)料車應(yīng)有軟、硬件互鎖控制功能
要求用前面已經(jīng)學(xué)過(guò)的編程元件和方法試著編寫PLC控制編程(梯形圖):
(1)用觸點(diǎn)線圈指令編程;
(2)用置位復(fù)位指令編程;
(3)用跳轉(zhuǎn)與跳轉(zhuǎn)標(biāo)號(hào)指令編程。
一、設(shè)計(jì)電氣原理圖
1、選擇電器元件及PLC型號(hào)
輸入信號(hào):點(diǎn)動(dòng)正轉(zhuǎn)按鈕1個(gè)、點(diǎn)動(dòng)反轉(zhuǎn)按鈕1個(gè)、連續(xù)正轉(zhuǎn)按鈕1個(gè)、連續(xù)反轉(zhuǎn)按鈕1個(gè)、停止按鈕1個(gè),輸入信號(hào)共5個(gè),要占用5個(gè)輸入端子,所以PLC輸入至少需5點(diǎn)。(這里說(shuō)明一下,限位因篇幅的原因,不做考慮)。
輸出信號(hào):正轉(zhuǎn)接觸器1個(gè)、反轉(zhuǎn)接觸器1個(gè),占用PLC兩個(gè)輸出端子,所以PLC輸出至少需2點(diǎn)。查西門子PLC用戶手冊(cè)可知,CPU221主機(jī)輸入6點(diǎn)、輸出4點(diǎn),能滿足實(shí)際需求的輸入5點(diǎn)輸出2點(diǎn)的要求。因PLC控制電動(dòng)機(jī),所以繼電器輸出型的PLC就能滿足要求,選擇CPU221繼電器輸出型的PLC即可。
2、運(yùn)料小車設(shè)計(jì)電氣原理圖
電氣原理圖見(jiàn)圖2所示。
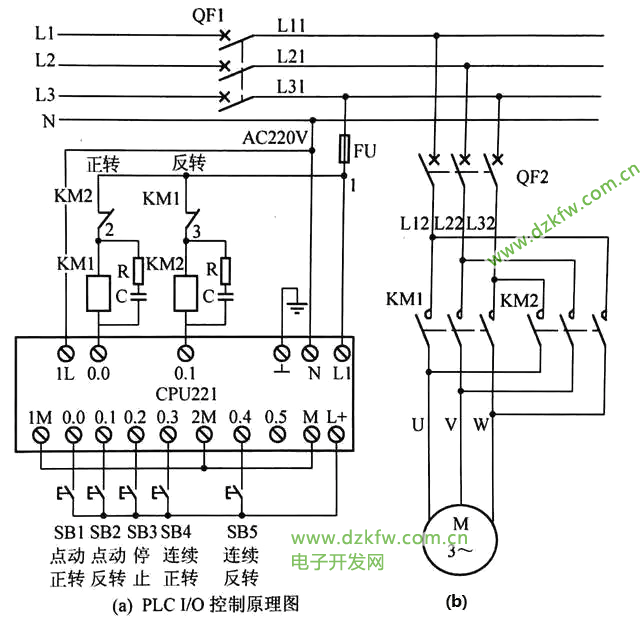
圖 2
二、控制程序設(shè)計(jì)
1、用觸點(diǎn)指令編程
運(yùn)料車的控制要求既有點(diǎn)動(dòng)又有連續(xù)正反轉(zhuǎn)控制功能, 用中間繼電器進(jìn)行狀態(tài)轉(zhuǎn)換后就很容易實(shí)現(xiàn)要求,如圖3所示,網(wǎng)絡(luò)1、網(wǎng)絡(luò)3實(shí)現(xiàn)了既能點(diǎn)動(dòng)又能連續(xù)的正轉(zhuǎn)控制,網(wǎng)絡(luò)2、網(wǎng)絡(luò)4實(shí)現(xiàn)了既能點(diǎn)動(dòng)又能連續(xù)的反轉(zhuǎn)控制。
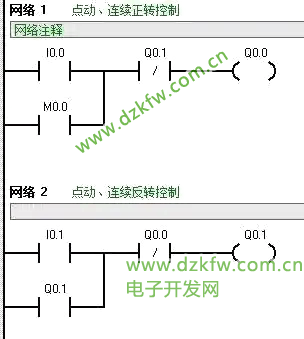
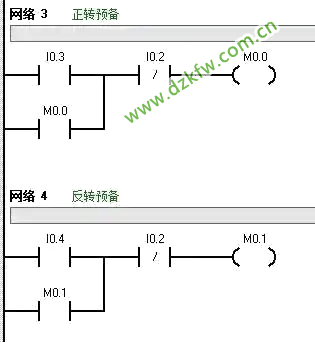
圖 3
2、用置位復(fù)位指令編程
用置位位復(fù)位指令編程也可以實(shí)現(xiàn)電動(dòng)機(jī)連續(xù)控制,其運(yùn)行程序如圖4(1)所示。
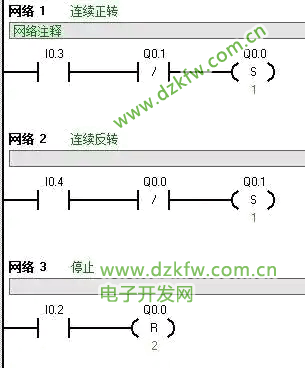
圖 4(1)
點(diǎn)動(dòng)控制不能用置位復(fù)位指令,只能用觸點(diǎn)線圈指令編程,既有點(diǎn)動(dòng)、又有連續(xù)控制功能的電動(dòng)機(jī)運(yùn)行程序如圖4(2)所示。
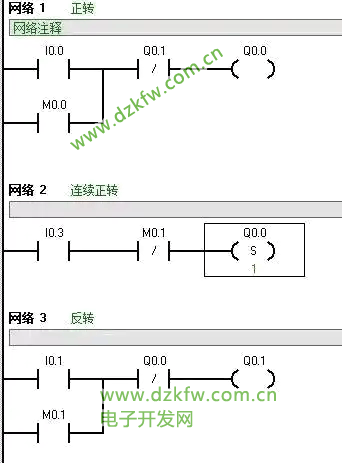
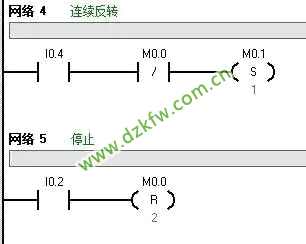
圖 4(2)
3、用跳轉(zhuǎn)與跳轉(zhuǎn)標(biāo)號(hào)指令編程
前面用5個(gè)按鈕實(shí)現(xiàn)運(yùn)料車點(diǎn)動(dòng),連續(xù)啟停控制,其實(shí)點(diǎn)動(dòng)、連續(xù)控制方式也可用旋轉(zhuǎn)開(kāi)關(guān)進(jìn)行方式選擇,這時(shí)正轉(zhuǎn)反轉(zhuǎn)停止按鈕仍需要,電氣原理圖稍有變化。輸入信號(hào):旋鈕開(kāi)關(guān)1個(gè),正轉(zhuǎn)啟動(dòng)校鈕1個(gè),反轉(zhuǎn)啟動(dòng)按鈕1個(gè),停止按鈕1個(gè),輸入至少需4點(diǎn)。輸出信號(hào)同前,正反轉(zhuǎn)接觸器線圈各1個(gè),至少需2點(diǎn)。仍選擇CPU221 (輸入6點(diǎn),輸出4點(diǎn))繼電器輸出型。跳轉(zhuǎn)指令JMP和LBL
電氣原理圖可在圖1的基礎(chǔ)上稍作修改,輸入信號(hào)少用個(gè)按鈕, 在此不再重畫電氣原理圖,程序中I0.3假設(shè)接通為點(diǎn)動(dòng),斷開(kāi)為連續(xù),控制程序如圖5所示。
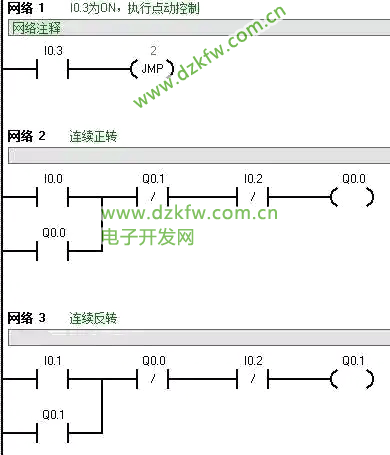
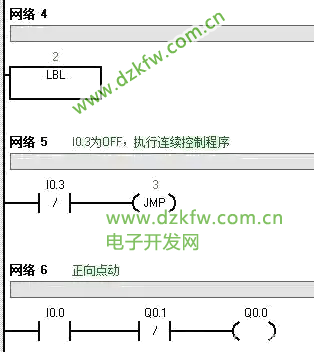
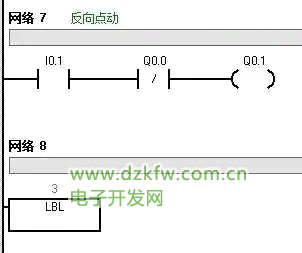
圖 5
前面也提到過(guò),任何一個(gè)實(shí)際控制程序,可以用不同的方法來(lái)進(jìn)行編寫。究竟什么樣的程序是合適的,就要看程序是不是編寫簡(jiǎn)單、維護(hù)起來(lái)方便,還有就是運(yùn)行可靠,盡量減少冗余。
歡迎轉(zhuǎn)發(fā)加評(píng)論,創(chuàng)作不易請(qǐng)給小編點(diǎn)個(gè)關(guān)注!
 返回頂部
返回頂部 刷新頁(yè)面
刷新頁(yè)面 下到頁(yè)底
下到頁(yè)底