
飼料產業是現代養殖業發展的物質基礎,同樣也是中國的一個朝陽產業。目前在西部高原偏遠地區仍然有為數眾多的中小型飼料加工企業采用老式的繼電器接觸控制系統,其控制系統存在加工自動化程度較低、生產效率相對較低和可靠性較差等問題。隨著工控技術快速發展,對原有飼料企業進行技術改造顯得很有必要。PLC目前已經廣泛應用于工業控制現場,該技術用于飼料生產線控制,具有控制功能強大、可靠性高、邏輯性強、編程簡單等優點;觸摸屏是實現人機交互的橋梁,通過觸摸屏這一人機交互界面可對設備進行控制和狀態監控,具有可靠性高,避免或減少機械開關磨損,提高設備使用壽命的優點,二者結合是現代工控的一大趨勢。
1小型飼料生產線控制系統改造實例
1.1飼料生產控制系統的組成
某小型飼料生產廠擬在基本不改動現有飼料生產設備情況下對電控系統進行改造,現有設備情況:8臺卸料機、8臺定量秤及傳送帶和混合機。8臺卸料機對應8臺定量秤,以上18臺設備均由不同型號的電動機進行驅動。因此在控制系統中,控制對象為不同型號的電動機,根據電動機功率的大小,電動機的啟動和停止分別采用不同的方式。由于8臺卸料機和8臺定量秤采用小功率的電機,所以采用直接啟動和停止。傳送帶和混合機采用功率較大的電機,所以采用星三角減壓啟動和反接制動。
該系統上位機采用WinCCFlexible2008組態軟件開發監控界面,下位機采用西門子S7-200系列的PLC完成控制功能,中間利用MPI電纜進行通信。在飼料生產控制中,PLC不僅要控制設備的啟動和停止,同時將輸出狀態反饋給上位機。通過上位機動態畫面顯示設備的具體狀態和對設備進行控制。
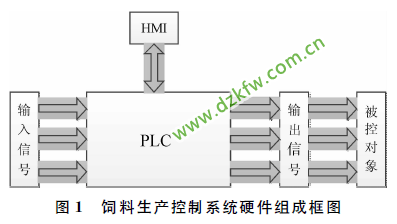
在飼料生產控制系統中,主要的組成部分有:人機交互模塊HMI、PLC模塊、被控對象,如圖1所示。
1.2飼料生產控制流程
(1)8臺卸料機工作
在飼料加工過程中,首先8臺卸料機工作,開始進行卸料。
(2)8臺定量秤工作
在卸料機工作的情況下,對應的定量秤開始稱量,當達到設定的稱量值時,定量秤開始工作,對應的卸料機停止工作,此時表示稱量完成,定量秤開始卸料。
(3)傳動帶和混合機工作
在飼料加工過程中,傳動帶和混合機的啟動和停止分為手動方式和自動方式。手動方式是通過手動來實現傳動帶和混合機的啟動和停止。自動方式是在8臺定量秤任意兩臺或兩臺以上工作后,傳動帶和混合機自動啟動,當8臺定量秤全部工作后,傳送帶運行2s后,反接制動停止工作,此時假設表示原料全部傳送完畢,則混合機運行一段時間后(混料時間可通過觸摸屏上的I/O域進行設置),反接制動停止通過,此時假設表示原料混合完畢。混合機停止的同時8臺定量秤全部停止工作,同時卸料機開始工作,此時完成一個工作循環。
2飼料生產控制系統硬件設計[1-3]
2.1I/O點數的計算
根據小型飼料生產控制系統的工藝流程和控制要求,本著實用和經濟的原則,飼料的稱量直接用定量秤實現(因為該廠的飼料配方改變較少),該型號定量秤在到達設定稱量值時,會輸出一個開關量信號,用這個開關量信號作為卸料機的停止信號,這樣就把控制系統實現了簡化,因此,8臺卸料機的啟動和停止共需要16個輸入點,8臺定量秤的啟動共需要8個輸入點,傳送帶和混合機的啟動共需要4個輸入點,同時需要一個急停輸入點,綜上所述共需要29個輸入點。
8臺卸料機共需要8個輸出點,8臺定量秤共需要8個輸出點,由于傳送帶和混合機采用星三角降壓啟動和反接制動,所以共需要8個輸出點,綜上所述共需要24個輸出點。
落料誤差通過實驗卸料機的速度等因素在設置
定量秤的稱量值時予以修正,使得落料誤差最小。
2.2PLC選型
考慮成本和I/O點數等因素,選用西門子S7-200系列的PLC,CPU型號為224XPCN。CPU
224集成了14個輸入點和10個輸出點,所以采用一個數字量擴展模塊EM223CN。共有30個輸入點和26個輸出點,滿足所需點數要求。為保證控制系統及其PLC程序的可靠性,擬利用實驗室的PLC試驗箱做硬件控制系統和PLC控制程序的驗證運行。
3軟件設計
3.1PLC控制程序的設計
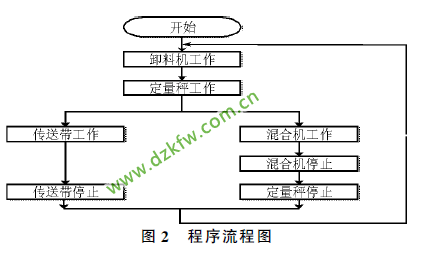
PLC編程采用西門子編程軟件STEP7Micro/WIN32V6.0。該軟件是基于Windows操作系統平臺的應用軟件,用于S7-200創建可編程邏輯控制程序的標準軟件,可使用梯形圖邏輯LAD、功能塊圖FBD和語句表STL進行編程操作。使用該軟件可根據控制系統的要求編制控制程序并完成與PLC的實時通信,進行程序的下載與上傳及在線監控。根據控制要求,編程思路首先是卸料機的工作,將原料卸載到定量秤上,然后定量秤工作。當稱重量到達設定值時,卸料機停止工作,混合機和傳送帶開始工作,工作一段時間后,混合機和傳送帶停止工作,卸料機開始工作,完成一個循環。具體的程序流程如圖2所示,部分控制程序如圖3所示。
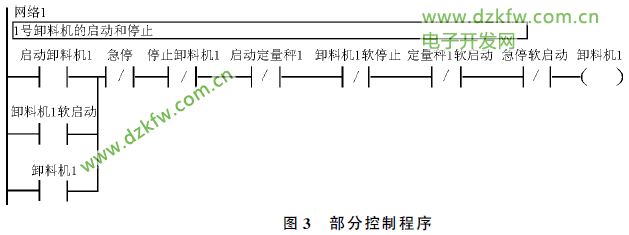
這段網絡采用的是符號尋址,是用來控制卸料機1的啟動和停止的,包括輸入映象寄存器和位寄存器。其中的卸料機1軟啟動是用于組態軟件中的變量。當啟動卸料機1的開關被按下或者組態中的軟啟動被置1時,卸料機1開始工作,并且工作狀態被保持,直到急停、停止卸料機1等被按下時卸料機1停止工作。
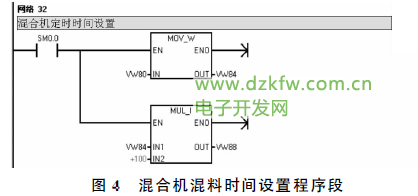
圖4所顯示的程序段,即網絡32實現的功能是對混合機混料時間進行設置,地址VW80對應的是觸摸屏上I/O域變量,采用傳送指令讀取I/O域變量的混料時間設定值,并采用整數乘法指令擴大100倍,然后傳送給控制混合機工作時間長度的定時器T98(10ms定時器)作為定時PT值即可實現。3.2組態程序的設計
首先根據控制需求選擇HMI設備型號,進行畫面的靜態設計,其次進行動畫連接設計,通過畫面中的對象真實的描述外界對象的狀態變化,達到實時監控的目的。通過人機交互界面可以對生產設備進行控制,同時記錄工作循環的次數和用料總量。
考慮PLC型號、控制要求和成本等因素,選擇HMI設備型號為PanelsTP270。TP270具有創新性的操作員控制和監視功能以及固有操作員面板的優點,而且堅固耐用,穩定可靠,功能強大,性能卓越,簡單易用,價格低廉等優點。
3.2.1控制畫面的設計
控制畫面主要是用來對18臺生產設備進行控制和監控的。在HMI設備中主畫面可以實現設備的啟、停控制和狀態顯示,同時利用腳本來對加工流程進行簡單的模擬。在簡單對象中,選擇按鈕圖標,插入主畫面中,同時設置該按鈕的屬性,用于控制設備的啟、停和畫面之間的切換;插入棒圖,編輯屬性,用于顯示運行狀態;插入指示燈,編輯屬性,與相應的變量連接,用于各個設備的狀態顯示。控制畫面如圖5所示。
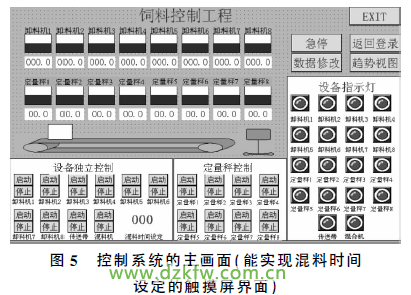
為了能夠模擬生產過程中的工藝流程,在程序中采用了腳本代碼。腳本的觸發事件是“卸料機”變量數值的更改。當卸料機工作或定量秤工作后,主畫面中對應的數值和圖形對象都會發生變化。
部分腳本程序如下:
IfSmartTags("卸料機1")=TrueAndSmart-Tags("定量秤1")=FalseThen
IfSmartTags("定量1")-SmartTags("稱量
值1")>1Then
SmartTags("稱量值1")=SmartTags("稱量值1")+1
SmartTags("卸料值1")=SmartTags("卸料值1")-1
Else
SmartTags("稱量值1")=SmartTags("稱量值1")+0.1
SmartTags("卸料值1")=SmartTags("卸料值1")-0.1
EndIfEndIf
3.2.2數據報警畫面的設計[4]
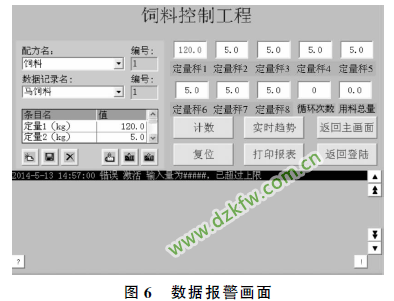
數據報警畫面主要是用來選擇加工飼料的配方和配方中數據的顯示,同時可以進行報警顯示。報警分為兩種,一種是配方中數據設定值的報警,即當設定值高于上限或低于下限時,產生報警;另一種是稱量設備稱量值的報警,即當稱量值高于配方中的設定值時,產生報警。在增強視圖中選擇報警視圖插入畫面中,在屬性框中對其進行編輯,設置定量秤的上限值和下限值。數據報警畫面如圖6所示。
3.2.3實時趨勢畫面的設計
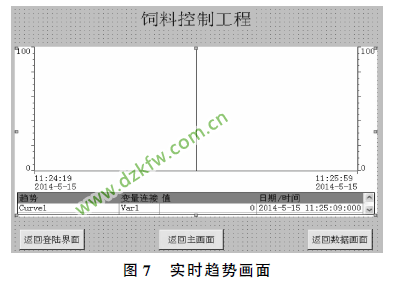
實時趨勢畫面主要是為了控制人員能夠查看稱量值的實時趨勢,可以通過圖形形象的顯示出各個稱量值的趨勢,時刻掌握設備的運行狀態。在增強視圖中,選擇趨勢視圖插入畫面中,在屬性框中對其進行編輯,將各條趨勢線與變量相連,并編輯各條趨勢線的顏色。實時趨勢畫面如圖7所示。
4飼料生產控制系統的軟硬件調試
由于實驗室中的觸摸屏是Smart700,所以將WinCCflexible2008組態軟件中編輯的畫面程序進行模擬仿真,點擊組態軟件中的編譯按鈕,對組態程序進行編譯并啟動模擬運行,出現初始畫面;將寫好的S7-200程序下載到PLC中,開啟Step7軟件的在線監控。再對兩者同時進行連接設置,設置連接的波特率、連接方式等。撥動實驗設備上的開關或者按下組態畫面中的按鈕,觀察試驗箱上的LED燈的變化和組態畫面上相應的變化,檢測其性能是否滿足要求。
5結論
基于PLC和組態軟件的飼料生產控制系統,不僅可以通過硬件來實現控制功能,同時可以通過良好的可視化界面對生產設備進行控制和監控。利用實驗室中現有的S7-200PLC實驗箱進行在線調試實驗,利用WinCCflexible2008組態軟件進行模擬調試實驗,結果表明,本設計可以達到預期的功能,對于西部的中小型飼料加工企業具有比較高的參考價值。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底