
一、項目說明
某公司有五臺設備共用一臺主電機為11KW的吸塵風機,用來吸取電鋸工作時產生的鋸屑。不同設備對風量的需求區別不是很大,但設備運轉時申鋸并非一直工作,而是根據不同的工序投入運行。以前公司就對此風機實現了變頻器控制,當時的方式是用電位器調節風量,如果哪一臺設備的電鋸要工作時就按一下按鈕,打開相應的風口,然后根據效果調電位器以得到適當的風量。但工人在操作過程中經常會忘記操作,這就造成實際情況不盡人意,車間灰塵太大,工作環境惡劣。最后干脆把變頻器的輸出調到50HZ,不再進行節能的調節。變頻器只成了一個啟動器,造成了資源的浪費。
二、改造方案
用西門子S7-300 PLC和MM440變頻器進行改造。
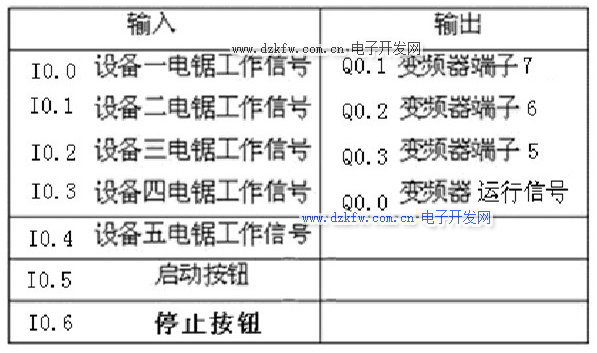
用PLC接收各機臺電鋸工作的信息并對投入工作的電鋸臺數進行判斷,相對應的輸出點動作來控制變頻器的多段速端子,實現多段速控制。從而不用人為的干預,自動根據投入電鋸的臺數進行風量控制。根據投入運行的電鋸臺數實施五個速段的速度控制,運行電鋸臺數與變頻器輸出頻率值如表所示:

三、方案實施
1、電鋸投入運行信號的采集
用電鋸工作時的控制接觸器的一對輔助常開觸點控制一個中間繼電器,中間繼電器要選用最少有兩對常開觸點的。用其中的一對接入PLC的一個輸入點,另一對控制一個氣閥,氣閥再帶動氣缸,用氣缸啟閉設備上的風口。這樣就實現了PLC對投入電鋸信號的接收,也實現了風口的自動啟閉,簡單實用。
2、變頻器的參數設置和PLC接線
(1)變頻器參數的設定
MM440變頻器數字輸入“5”、“6”、“7”端子通過 P0701、P0702、P0703參數設為多段固定頻率控制端,每一頻段的頻率分別由P1001~P1015參數設置,本項目設置P1001~ P1005五個固定頻率。變頻器數字輸入“16”端子設為電動機運行、停止控制端,可由P0705參數設置。
使用的變頻器是西門子MM440系列。根據多段速控制的需要和風機運行的特點主要設定的參數如表所示。

(2)多段速控制時端子的組合
這個系列的變頻器進行多段速控制的端子為5、6、7。
通過這三個端子的組合最多可以實現七段速度運行。進行五段速度控制時的端子組合如下表所示。

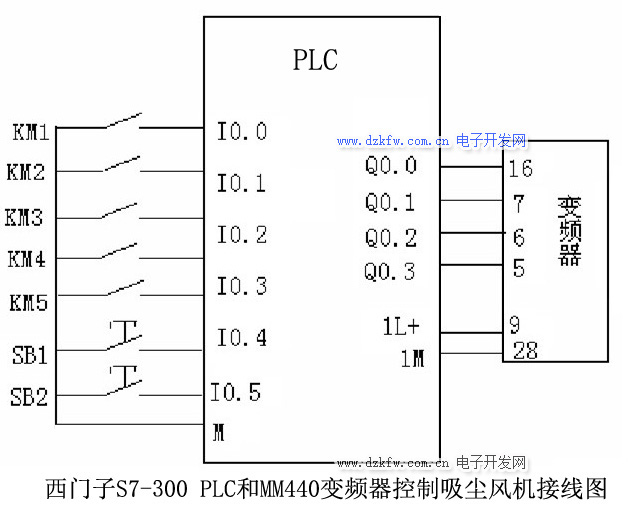
(3)根據改造輸入輸出點數的需求,PLC選取的是S7-300 CPU,其輸入輸出點分配如表所示。PLC輸出端與變頻器控制端子接線圖如圖所示。
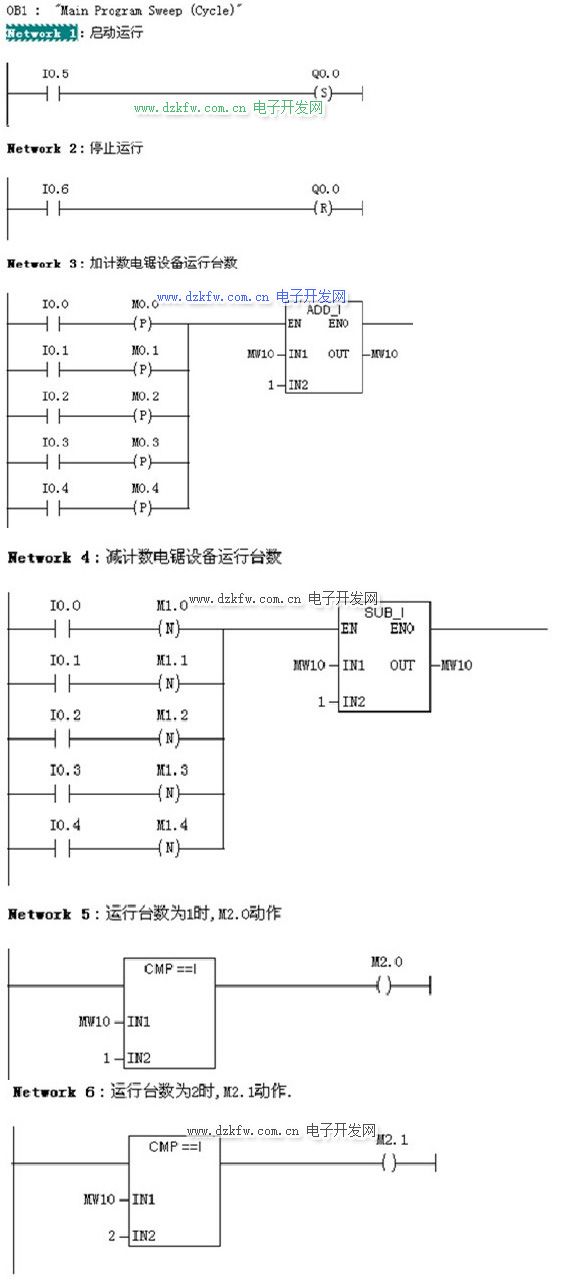
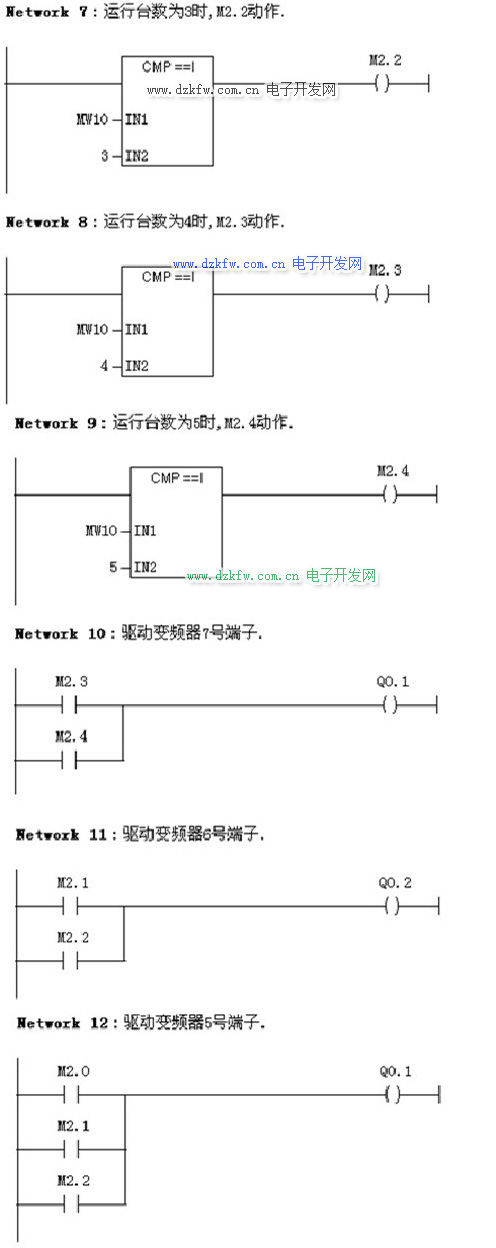
3、 PLC控制梯形圖程序設計如下:
使用的指令有ADD_I 加法指令、 SUB_I 減法指令、CMP 比較指令
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底