
磷化是汽車涂裝前處理生產(chǎn)線中的其中一個(gè)重要環(huán)節(jié),磷化是一種常用的金屬表面處理技術(shù),為了保證和提高汽車涂漆質(zhì)量,在汽車白車身進(jìn)行涂裝前,應(yīng)采用磷化技術(shù)對白車身內(nèi)外表面進(jìn)行防腐處理,磷化的目的主要是給基體金屬提供保護(hù),在一定程度上防止金屬被腐蝕。本文就介紹一下汽車涂裝前處理生產(chǎn)線中的磷化槽的液位控制,采用PLC控制實(shí)現(xiàn)。
汽車涂裝前處理生產(chǎn)線中的磷化槽示意圖如圖所示,汽車車身掛在輸送鏈上,經(jīng)過磷化槽時(shí)會(huì)被涂上一層磷化膜。要求磷化液要保持一定的液位深度,而這個(gè)液位是由液位計(jì)來進(jìn)行檢測,分為高液位A、低液位B和極低液位C,液位的控制是通過加液泵和排液閥來進(jìn)行實(shí)現(xiàn)的。
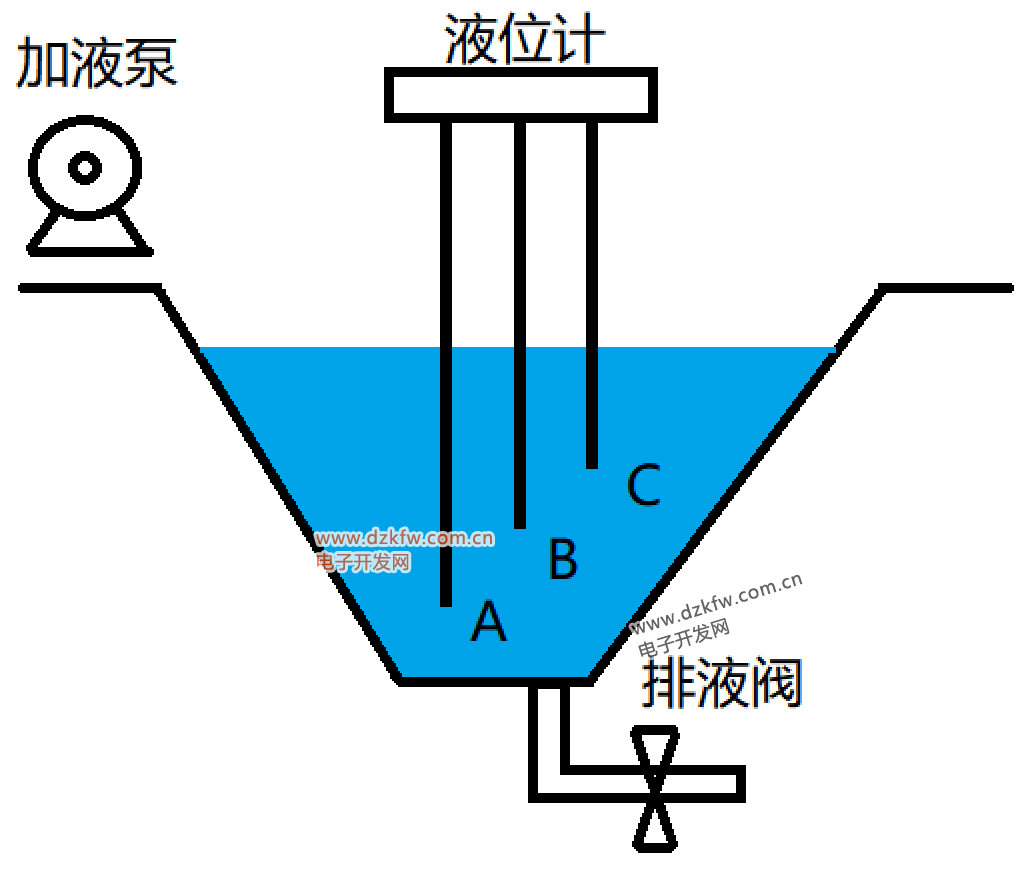
控制要求:按下加液按鈕時(shí),加液泵啟動(dòng)并開始加磷化液,當(dāng)液位到達(dá)低液位B 的位置時(shí),啟動(dòng)輸送鏈,當(dāng)液位到達(dá)高液位A 的位置時(shí),加液泵停止。當(dāng)液位下降到低液位B時(shí),又啟動(dòng)加液泵加液,如此自動(dòng)進(jìn)行加液控制。如果由于泄露等其他原因?qū)е乱何惶幱贑液位時(shí),停止輸送鏈的運(yùn)行。當(dāng)磷化槽使用了一斷時(shí)間之后需要換液時(shí),按下排液按鈕,打開排液閥,并停止輸送鏈的運(yùn)行,當(dāng)液位處于極低液位C以下時(shí),延時(shí)3min關(guān)閉排液閥。
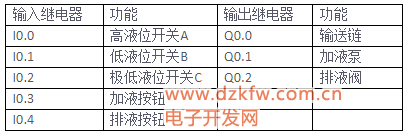
IO分配:
程序設(shè)計(jì):
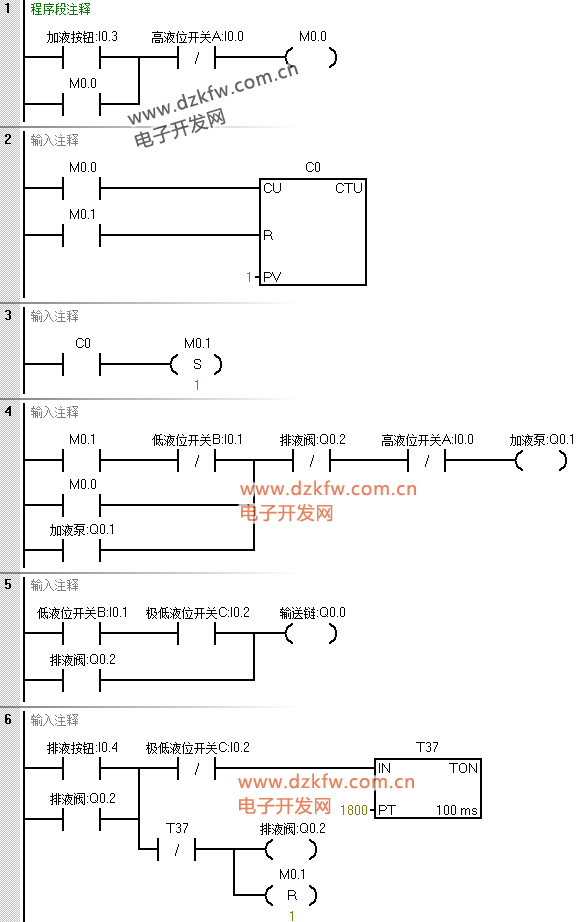
程序分析:
當(dāng)按下I0.3按鈕時(shí),M0.0得電并自保持,同時(shí)計(jì)數(shù)器計(jì)數(shù)值加1,等于設(shè)定值時(shí)C0觸點(diǎn)接通,并置位M0.1,這是工作周期的開始,開始時(shí)液化槽中是空的,三個(gè)液位傳感器開關(guān)都沒有信號(hào)輸入,I0.0、I0.1常閉是接通的,因?yàn)镸0.1接通,此時(shí)Q0.1得電并自鎖,加液泵啟動(dòng),開始往磷化槽加液。開始時(shí)由于液位較淺,輸送鏈?zhǔn)遣粏?dòng)的,隨著液位的增加,到達(dá)低液位,B液位傳感器信號(hào)I0.1接通,I0.0也是接通的,所有Q0.0輸出,啟動(dòng)輸送鏈。當(dāng)液位到達(dá)高液位時(shí),A液位傳感器信號(hào)I0.0接通,程序段4中的I0.0常閉點(diǎn)斷開,Q0.1失電,加液泵停止工作。
隨著汽車涂液的進(jìn)行,液位會(huì)逐漸下降,當(dāng)液位下降到低于B液位時(shí),I0.0、I0.1常閉是接通的,因?yàn)镸0.1沒有被復(fù)位,即M0.1常閉是接通的,所以Q0.1得電,加液泵又會(huì)啟動(dòng)進(jìn)行加液。當(dāng)液位上升到A液位時(shí),I0.0常閉斷開,Q0.1失電,加液泵又停止工作,如此往復(fù)循環(huán),使磷化槽的液位始終控制在A液位和B液位之間。無論什么原因?qū)е乱何坏陀贑液位,I0.2常開觸點(diǎn)斷開,Q0.0斷開,停止輸送鏈的運(yùn)行。
當(dāng)需要更換磷化液時(shí),按下排液按鈕I0.4,Q0.2接通并保持,使排液閥打開進(jìn)行排液,同時(shí)將排液標(biāo)準(zhǔn)M0.1復(fù)位。所以,當(dāng)液位低于B液位時(shí)加液泵也不會(huì)啟動(dòng)。當(dāng)液位降到C液位以下時(shí),I0.2常閉點(diǎn)接通,驅(qū)動(dòng)T37定時(shí)器開始延時(shí)3分鐘,計(jì)時(shí)時(shí)間到時(shí),T37常閉觸點(diǎn)斷開,Q0.2失電,排液閥關(guān)閉,排液結(jié)束。在排液期間,因?yàn)镼0.2一直使能,其常閉觸點(diǎn)斷開,就算按下加液按鈕,加液泵也是不會(huì)被啟動(dòng)的,這就是互鎖,只能等排液結(jié)束之后,才能通過加液按鈕進(jìn)行加液泵的啟動(dòng)。
這就是利用PLC實(shí)現(xiàn)汽車涂裝前處理生產(chǎn)線中的磷化槽液位控制,你也可以試著自己分析一下程序哦~
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底