
plc輸入時(shí)所需的數(shù)
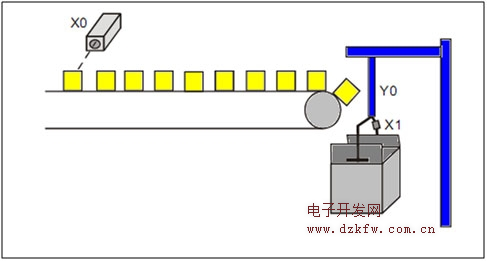
X0 – 用于計(jì)數(shù)產(chǎn)品的光電傳感器。在檢測(cè)產(chǎn)品時(shí), X0=ON。
X1 – 機(jī)械手動(dòng)作完成傳感器。 在完成填塞,X1=ON ,。
PLC輸出所需的數(shù)
Y0 – 機(jī)械手
PLC計(jì)數(shù)器所需的數(shù)
C0 – 計(jì)數(shù)器:16位上數(shù)(通用)
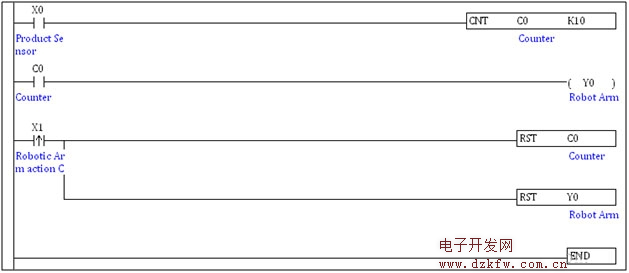
plc編程梯形圖
PLC編程梯形圖描述
當(dāng)光電傳感器檢測(cè)到產(chǎn)品,X0 從關(guān)閉變成打開。C0作一次計(jì)數(shù),當(dāng)C0達(dá)到10,常開觸點(diǎn)C0關(guān)閉,Y0=ON,機(jī)械手開始收拾產(chǎn)品。
當(dāng)完成包裝,檢測(cè)機(jī)械手的傳感器啟動(dòng),X1從關(guān)閉變?yōu)榇蜷_,RST指令執(zhí)行,Y0,C0重置,準(zhǔn)備下次計(jì)數(shù)。
 返回頂部
返回頂部 刷新頁(yè)面
刷新頁(yè)面 下到頁(yè)底
下到頁(yè)底