
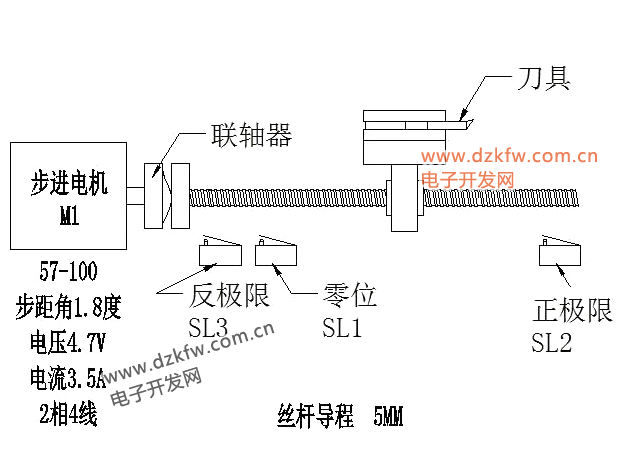
設備示意圖
電氣原理圖
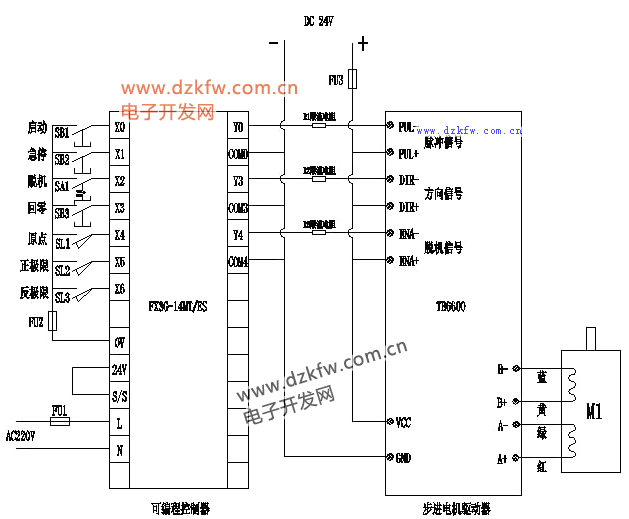
輸入輸出端子功能
X0 啟動
X1 急停
X2 脫機運行
X3 回零
X4 原點限位
X5 正轉限位
X6 反轉限位
Y0 脈沖輸出端子
Y3 方向端子
Y4 脫機端子
已知條件
步進電機步距角1.8度,2相4線,電壓4.7V,電流3.5A。絲桿導程5MM。步進電機驅動器型號為TB6600 32細分 電流3.5A。
程序要求
首先啟動設備時,按動“原點回歸”按鈕將刀具歸為零位,按動“啟動”按鈕,將刀具定位到一個可以通過觸摸屏設定距離的可變位置,此刀具有正向及反向極限限位功能。
步進電機開關設置
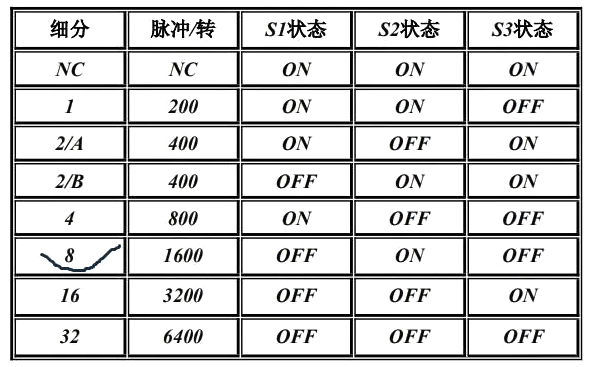
將細分設定為8,對應開關S1關閉,S2打開,S3關閉
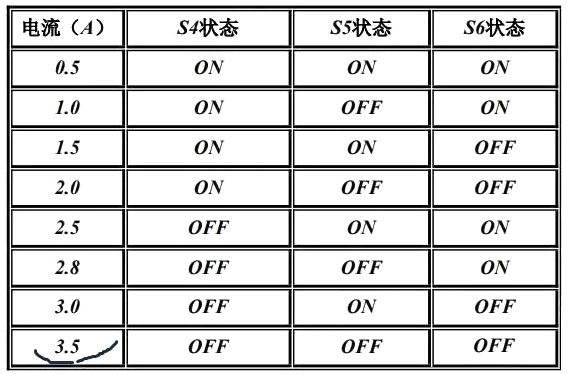
電流設定為3.5A,對應開關S4關閉,S5關閉,S6關閉。
程序實例
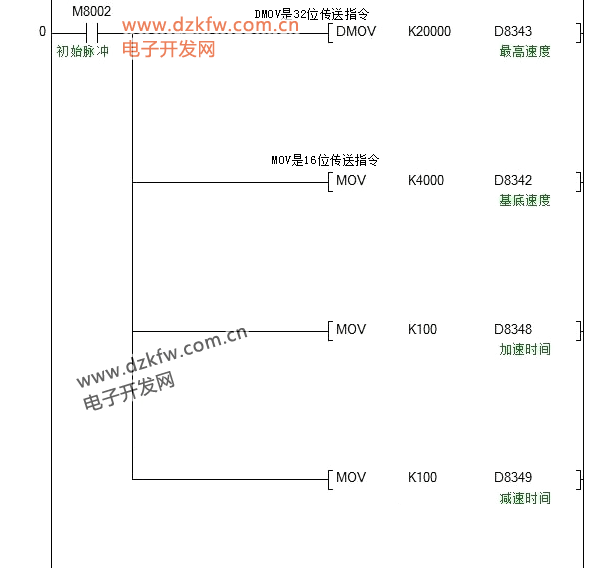
參數設定
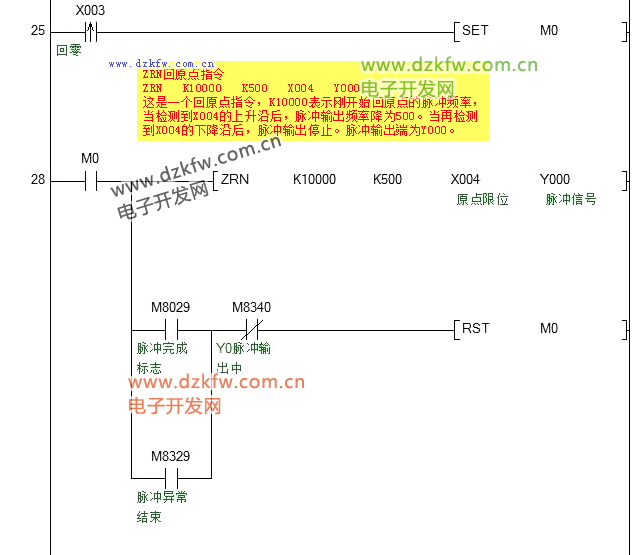
回原點程序
D200數值由觸摸屏換算距離后設定,D200數值=(移動距離/5)X1600
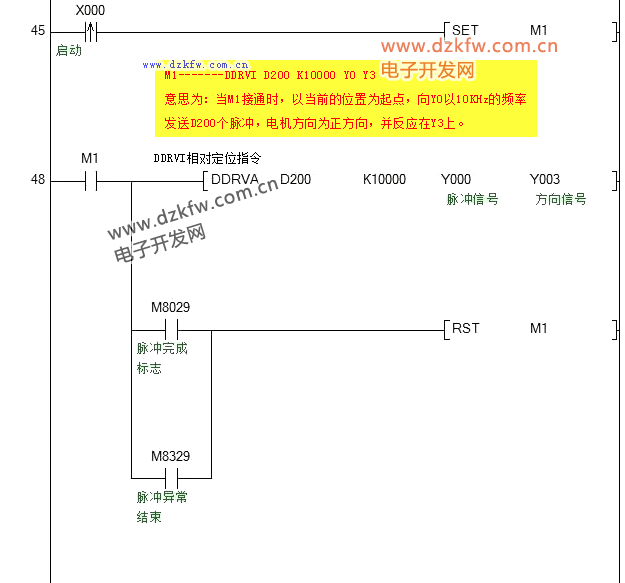
絕對位置定位
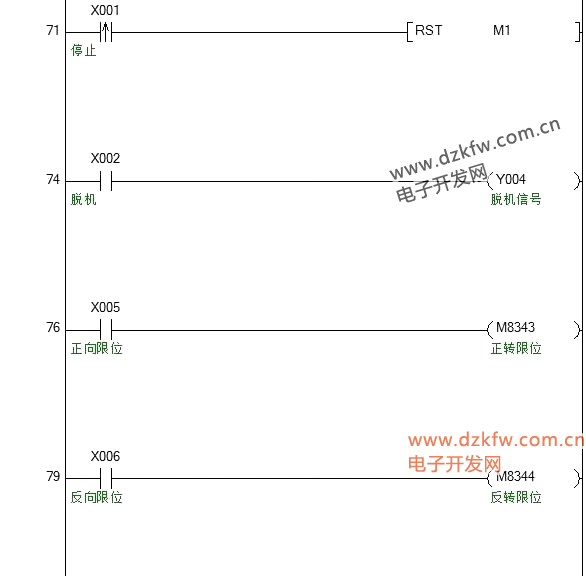
停止及限位程序
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底