
1£Æ∏≈ ˆ
Àƒπ§ŒªΩM∫œôC¥≤”…ÀƒÇÄπ§◊˜ª¨≈_∏˜ðd“ªÇĺ”π§Ñ”¡¶Ó^£¨ΩM≥…ÀƒÇĺ”π§π§ŒªÕÍ≥…嶡„º˛þM––„ä∂À√Ê°¢„@ø◊°¢îUø◊∫Õπ•Ωzµ»π§–Úµƒº”𧣨≤…”√ªÿÞDπ§◊˜≈_ǘÀÕ¡„º˛£¨”–äAæþ°¢…œ°¢œ¬¡œôC–µ ÷∫ÕþM¡œ∆˜ÀƒÇÄðo÷˙—b÷√“‘º∞¿‰Ös∫Õ“∫â∫œµΩy°£œµΩy÷–≥˝º”π§Ñ”¡¶Ó^µƒ÷˜ðS”…ÎäÑ”ôCÚåÑ”“‘Õ‚£¨∆‰”ý∏˜þ\Ñ”≤ø∑÷æ˘”…“∫â∫ÚåÑ”°£ôC¥≤µƒÀƒÇÄÑ”¡¶Ó^Õ¨ïr嶓ªÇÄ¡„º˛þM––º”𧣨“ª¥Œº”π§ÕÍ≥…“ªÇÄ¡„º˛°£
2£Æøÿ÷∆“™«Û∫Õπ§◊˜∑Ω Ω
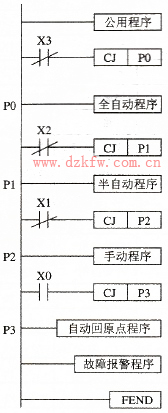
±æôC¥≤π≤”–þB¿m»´◊‘Ñ”π§◊˜—≠≠h°¢ÜŒôC∞Î◊‘Ñ”—≠≠h∫Õ ÷Ñ”’{’˚»˝∑Nπ§◊˜∑Ω Ω°£þB¿m»´◊‘Ñ”∫ÕÜŒôC∞Î◊‘Ñ”—≠≠hµƒøÿ÷∆“™«ÛûÈ£∫∞¥œ¬Ü¢Ñ”∞¥‚o£¨…œ¡œôC–µ ÷œÚ«∞£¨å¢¥˝º”π§¡„º˛ÀÕµΩäAæþ…œ£¨Õ¨ïrþM¡œ—b÷√þM¡œ£¨»ª∫Û…œ¡œôC–µ ÷ÕÀªÿ‘≠Œª£¨þM¡œ—b÷√∑≈¡œ£¨ªÿÞDπ§◊˜≈_◊‘Ñ”Œ¢Ãß≤¢ÞDŒª£¨£ÆΩ”÷¯ÀƒÇÄπ§◊˜ª¨≈_œÚ«∞£¨ÀƒÇÄÑ”¡¶Ó^Õ¨ïrº”𧣨º”π§ÕÍ≥…∫Û£¨∏˜π§◊˜ª¨≈_ÕÀªÿ‘≠Œª£¨œ¬¡œôC–µ ÷œÚ«∞◊•◊°¡„º˛£¨äAæþÀ…È_£¨œ¬¡œôC–µ ÷ÕÀªÿ‘≠Œª≤¢»°◊þ“—º”π§Õ͵ƒ¡„º˛£¨ÕÍ≥…“ªÇÄπ§◊˜—≠≠h£¨≤¢È_ ºœ¬“ªÇÄπ§◊˜—≠≠h£¨åç¨F»´◊‘Ñ”π§◊˜∑Ω Ω°£»Áπ˚þxìÒÓAÕ££¨Ñt√øÇÄπ§◊˜—≠≠hÕÍ≥…∫Û£¨ôC¥≤◊‘єգ÷π‘⁄≥ı ºŒª÷√£¨µ»µΩ‘Ÿ¥Œ∞l≥ˆÜ¢Ñ”√¸¡Ó∫Û£¨≤≈È_ ºœ¬“ªÇÄ—≠≠h£¨þ@æÕ «∞Î◊‘Ñ”—≠≠hπ§◊˜∑Ω Ω°£
3.œµΩyµƒ”≤º˛òã≥…
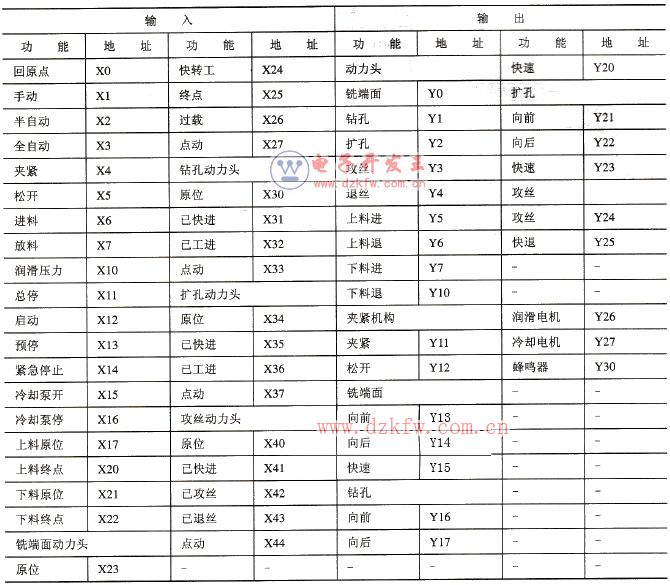
±æΩM∫œôC¥≤”…PLCΩM≥…µƒÎäøÿœµΩyπ≤”–∏˜∑Nðî»Î–≈Ãñºs37ÇÄ£¨ðî≥ˆ–≈Ãñ25ÇÄ°£ðî»Î‘™º˛÷–∞¸¿®π§◊˜∑Ω ΩþxìÒÈ_ÍP°¢Ü¢Ñ”°¢ÓAÕ£°¢º±Õ£∞¥‚o£¨”√”⁄ôzúy∏˜π§Œªπ§◊˜þM≥õƒ––≥ÃÈ_ÍP∫Õâ∫¡¶¿^Îä∆˜µ»µ»°£ðî≥ˆ‘™º˛∞¸¿®øÿ÷∆∏˜Ñ”¡¶Ó^÷˜ðSÎäÑ”ôCþ\––µƒΩ””|∆˜æÄ»¶£¨øÿ÷∆∏˜π§ŒªœÚ«∞≈cœÚ∫Û°¢øÏÀŸ“‘º∞π•Ωz°¢ÕÀΩz°¢äAæo°¢À…È_µƒÎä¥≈ìQœÚÈyæÄ»¶°£∏˘ì˛ΩM∫œôC¥≤µƒπ§◊˜Ãÿ¸c£¨þx”√»˝¡‚FX2N-64MR–ÕPLC£¨º¥ø…ùM◊„ðî»Îðî≥ˆ–≈Ãñµƒîµ¡ø“™«Û£¨Õ¨ïr”…”⁄∏˜π§ŒªÑ”◊˜Ól¬ ≤ª «∫Ð∏þ£¨µ´øÿ÷∆æĬ∑Î䡘ð^¥Û£¨π þx”√¿^Îä∆˜ðî≥ˆ∑Ω ΩµƒPLC£¨œµΩyµƒðî»Î£Øðî≥ˆ–≈Ãñµÿ÷∑∑÷≈‰±Ì»Á±Ì4-4À˘ æ°£
±Ì4-4 œµΩyµƒðî»Î£Øðî≥ˆ–≈Ãñµÿ÷∑∑÷≈‰±Ì
4£ÆPLCøÿ÷∆œµΩyµƒÐõº˛‘O”ã
±æôC¥≤PLCøÿ÷∆œµΩyµƒÐõº˛”…π´”√≥Öڰ¢»´◊‘Ñ”≥Öڰ¢∞Î◊‘Ñ”≥Öڰ¢ ÷Ñ”≥Öڰ¢»´æÄ◊‘Ñ”ªÿ‘≠¸c≥Öړ‘º∞π ’œàÛæØ≥Öڵ»¡˘≤ø∑÷ΩM≥…£¨≥ÖÚøÇÛwΩYòãàD»ÁàD4-46À˘ æ°£
π´”√≥ÖÚ÷˜“™”√ÅÌÃé¿ÌΩM∫œôC¥≤µƒ∏˜∑N≤Ÿ◊˜–≈Ãñ£¨»Áܢє°¢ÓAÕ£°¢æoº±Õ£÷π“‘º∞∏˜π§Œªµƒ‘≠Œª–≈Ãñ°¢ôC¥≤ܢє«∞ë™æþljµƒ∏˜∑N≥ı º–≈Ãñ°¢π§◊˜∑Ω ΩþxìÒ–≈Ãñ°¢∏˜∑NèÕŒª–≈Ãñ£¨≤¢å¢Ãé¿ÌΩYπ˚◊˜ûÈôC¥≤ܢє°¢Õ£÷π°¢≥ÖÚÞDìQªÚπ ’œàÛæص»µƒ“¿ì˛£¨π´”√≥Öړª∞„≤…”√ΩõÚû∑®‘O”㣨∆‰Ãð–ŒàD»ÁàD4-47À˘ æ°£
π ’œàÛæØ≥ÖÚ∞¸¿®π ’œµƒôzúy≈cÔ@ æ£¨π ’œôzúy”…ǘ∏–∆˜ÕÍ≥…£¨‘ŸÀÕ»ÎPLC£¨π ’œÔ@ æ≤…»°∑÷ÓêΩM∫œÔ@ 浃∑Ω∑®£¨å¢À˘”–µƒπ ’œôzúy–≈Ãñ∞¥å”¥Œ∑÷≥…ΩM£¨√øΩM∏˜∞¸¿®é◊∑Nπ ’œ£¨±æœµΩy∑÷ûÈ£∫π ’œÖ^”Ú£¨π ’œ≤øº˛£®Ñ”¡¶Ó^°¢ª¨≈_°¢äAæþµ»£©£¨π ’œ‘™º˛»˝ÇÄ唥Œ£¨ÆîæþÛwµƒπ ’œ∞l…˙ïr£¨ôzúy–≈ÃñÕ¨ïrÀÕÕ˘Ö^”Ú°¢≤øº˛°¢‘™º˛»˝ÇÄÔ@ æΩM°£þ@ò”æÕø…“‘÷∏ æπ ’œ∞l…˙‘⁄ƒ≥Ö^”Ú°¢ƒ≥≤øº˛°¢ƒ≥‘™º˛…œ°£
àD4-46 PLCµƒøÇÛwΩYòãàD
àD4-47 π´”√≥ÖÚÃð–ŒàD
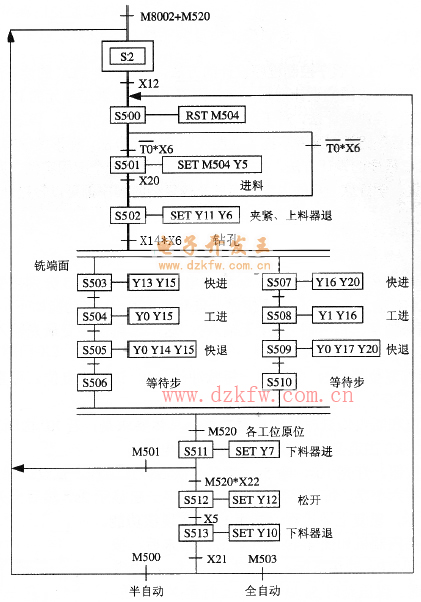
»´◊‘Ñ”≥Ã–Ú «Ðõº˛÷–◊Ó÷ÿ“™µƒ≤ø∑÷£¨À¸”√ÅÌåç¨FΩM∫œôC¥≤‘⁄üo»ÀÖ¢≈cµƒ«Èõrœ¬å¶≥…≈˙π§º˛þM––◊‘Ñ”µÿþB¿mº”π§°£‘⁄»´◊‘Ñ”π§◊˜∑Ω Ωœ¬£¨ÆîôC¥≤æþljÀ˘”–≥ı ºólº˛∫Û£¨∞¥œ¬Ü¢Ñ”∞¥‚oX12£¨ôC¥≤º¥∞¥øÿ÷∆“™«ÛÀ˘ ˆπ§Àáþ^≥Ãπ§◊˜£¨∏˜Ñ”¡¶Ó^þM––∏˜◊‘µƒπ§◊˜—≠≠h£¨—≠≠hΩY ¯ïr÷ÿ–¬ªÿµΩ∏˜◊‘µƒ≥ı ºŒª÷√≤¢Õ£÷π°£±æŒƒ“‘„ä∂À√Ê∫Õ„@ø◊π§ŒªûÈ¿˝£¨÷¯÷ÿ∑÷Œˆ»´◊‘Ñ”≥Öڵƒ‘O”㣨ΩY∫œ±Ì4-3 I/Oµÿ÷∑µƒ∑÷≈‰£¨ø…“‘Æã≥ˆþ@É…ÇÄπ§ŒªµƒÝÓëB¡˜≥ÃàD»ÁàD4-48À˘ æ°£
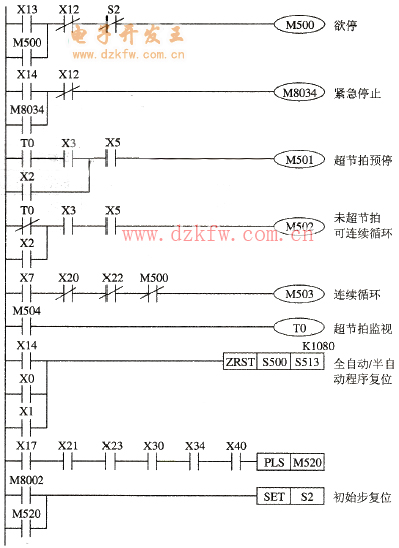
–Ë“™÷∏≥ˆµƒ «£∫‘⁄àD4-48÷–£¨Œ“ÇÉ‘O÷√¡ÀÓAÕ£π¶ƒÐ∫Õ≥¨πù≈ƒ±£◊oπ¶ƒÐ°£
(1)ÓAÕ£π¶ƒÐ£∫Æî∞¥œ¬ÓAÕ£∞¥‚oX13£¨M500ûÈ°∞1°±ÝÓëB£¨M503ûÈ°∞0°±ÝÓëB£¨»ÁàD4-47À˘ æ°£þ@ò”ÆîΩM∫œôC¥≤þM’πµΩS513≤Ω«“X21=1ïr£¨å¢ÞD»Î≥ı º≤ΩS2£¨≤¢◊‘єգ÷π£¨∂¯≤ªï˛ÞD»ÎS500þM»Îœ¬“ªÇÄ—≠≠h°£
(2)≥¨πù≈ƒ±£◊o£∫ÆîΩM∫œôC¥≤þM––≥¨πù≈ƒ±£◊oïr£¨≥¨πù≈ƒ±Oøÿ∂®ïr∆˜T0å¢Ñ”◊˜£¨£®”…S500÷√ŒªM504£©£¨ πM501ûÈ°∞1°±ÝÓëB£¨M502ûÈ°∞0°±ÝÓëB£¨»ÁàD4-47À˘ 棨ÆîôC¥≤þM––µΩS511≤Ωïr£¨å¢ÞD»Î≥ı º≤ΩS2Õ£÷π£¨≤ªï˛¿^¿mÕ˘œ¬þ\Ñ”°£
àD4-48 »´◊‘Ñ”£Ø∞Î◊‘Ñ”≥Öڡ˜≥ÃàD
“¿’’…œ ˆ∑Ω∑®£¨Õ¨ò”ø…“‘∞—∆‰À˚é◊≤ø∑÷µƒ≥Öڡ˜≥ÃàD‘O”ã≥ˆÅÌ°£
5£ÆœµΩy’{‘á≈cþ\––
œµΩy’{‘áå¢ ÷Ñ”≈c◊‘Ñ”≤Ÿ◊˜øÿ÷∆™ö¡¢∑÷È_£¨◊‘Ñ”≤Ÿ◊˜øÿ÷∆ ◊œ»±£◊CÜŒôC≥Öڒ{‘á≥…π¶∫Û£¨‘ŸÞD»ÎþB¿møÿ÷∆£¨◊Ó∫ÛþBΩ”’˚ÇÄœµΩy‘áþ\––°£”…”⁄PLCø…Ï`ªÓ°¢∑Ω±„µÿÕ®þ^æé≥ÃäA∏ƒ◊Éøÿ÷∆þ^≥㨠π’{‘á◊ɵ√∏¸∫ÜÜŒ°£±æœµΩyΩõþ^“ª∂ŒïrÈgþ\––±Ì√˜£¨‘융Ωy–‘ƒÐø…øø£¨◊‘Ñ”ªØ≥Ã∂»∏þ£¨ÕÍ»´ƒÐùM◊„…˙Æaπ§Àá“™«Û£¨À¸≤ªÉH÷∏þ¡À…˙Æa–߬ £¨∂¯«“¥Û¥Ûúpðp¡ÀÑ⁄Ñ”èä∂»£¨∏ƒ…∆¡Àπ§◊˜≠hæ≥°£
6£ÆΩY ¯’Z
PLC◊˜ûÈ–¬“ª¥˙µƒπ§òIøÿ÷∆—b÷√£¨æþ”–È_∞l»·–‘∫√£¨Ω”æÄ∫ÜÜŒ£¨∞≤—b∑Ω±„£¨øπ∏…î_–‘èäµ»Ãÿ¸c£¨”√À¸ÅÌøÿ÷∆Àƒπ§ŒªΩM∫œôC¥≤þ@ò”èÕÎsµƒ…˙Æa‘Olj£¨ «¿ÌœÎµƒþxìÒ°£‘⁄åçÎHë™”√÷–£¨å¶þ@ò”¿ÌœÎµƒøÿ÷∆∆˜“≤≤…»°¡À“ª∂®µƒ±£◊o¥Î ©°£»Á±æœµΩy÷–£¨”…”⁄Ω””|∆˜∫ÕÎä¥≈Èyð^∂ý£¨ûÈ∑¿÷πÎä¥≈∏…î_£¨‘⁄PLCµƒðî≥ˆ∂À≈cÎä¥≈Èy°¢Ω””|∆˜æÄ»¶÷ÆÈg‘ˆº”¡ÀπÃëB¿^Îä∆˜þM––∏ÙÎx£¨þ@ò”æÕ±Ð√‚¡Àø…ƒÐÆa…˙µƒ’`Ñ”◊˜°£åç€`◊C√˜£¨þ@∑N∏ÙÎx¥Î ©––÷Æ”––ß°£
 ∑µªÿÌî≤ø
∑µªÿÌî≤ø À¢–¬Ìì√Ê
À¢–¬Ìì√Ê œ¬µΩÌìµ◊
œ¬µΩÌìµ◊