
兩種液體混合裝置如圖5-5所示:YV1、YV2電磁閥控制流入液體A、B,YV3電磁閥控制流出液體C。H、M、L為高、中、低液位感應(yīng)器,M為攪拌電機,控制要求如下。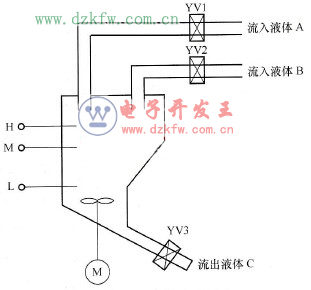
圖5-5 混合裝置示意圖
①初始狀態(tài)要求容器內(nèi)是空的,各電磁閥關(guān)閉,電機M停轉(zhuǎn);按下啟動,YV1打開,流入液體A,滿至M時,YV1關(guān)閉;YV2打開,流入液體B,液體滿置H時,YV2關(guān)閉;此時,攪拌電機M開始攪拌20秒;然后YV3打開,流出混合液體C;當液體減置L時,開始計時,20秒后容器內(nèi)液體全部流出。電磁閥YV3關(guān)閉,完成一個周期,下一個周期自動開始運行。
②當按下停機按鈕時,一定要到一個周期完成才能停止,中途不能停止。
③各工序能單獨手動控制。寫出PLC的控制程序。
分析
①根據(jù)控制要求,分配I/O地址。
輸入信號:
I0.0-啟動按鈕;
I0.1-停止按鈕;
I0.2-低位傳感器L;
I0.3-中位傳感器M;
I0.4-高位傳感器H;
I1.0-手動/自動選擇;
I1.0=ON自動,I1.0=OFF手動;
I1.1-手動流入液體A;
I1.2-手動流入液體B;
I1.3-手動流出液體C;
I1.4-手動啟動攪拌機M。
輸出信號:
Q0.0-電磁閥YV1;
Q0.1-電磁閥YV2;
Q0.2-電磁閥YV3;
Q0.3-攪拌機M。
②畫出狀態(tài)轉(zhuǎn)移圖。自動運行時,要求容器內(nèi)是空的,也就是3個液位傳感器是斷開的,另外各電磁閥也是關(guān)閉的,攪拌電機停止,即Q0.0、Q0.1、Q0.2、Q0.3都是OFF狀態(tài)。狀態(tài)轉(zhuǎn)移圖如圖5-6所示,故原點條件的程序如圖5-7所示。
③根據(jù)狀態(tài)轉(zhuǎn)移圖畫出梯形圖如圖5-8所示。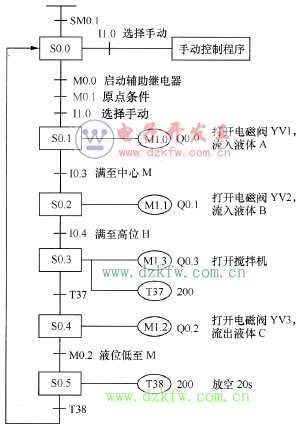
圖5-6 混合裝置控制狀態(tài)轉(zhuǎn)移圖
圖5-7 原點條件的程序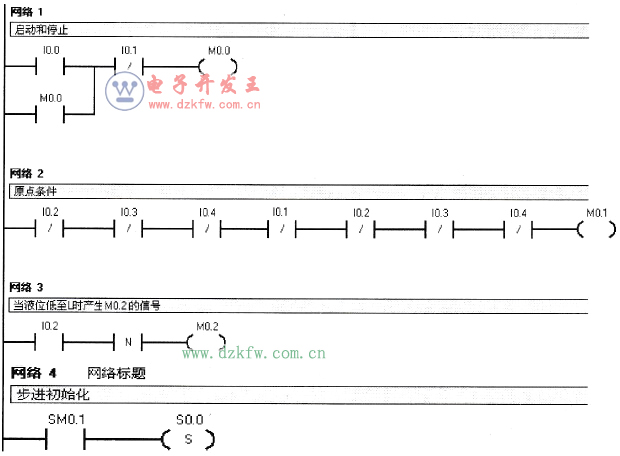
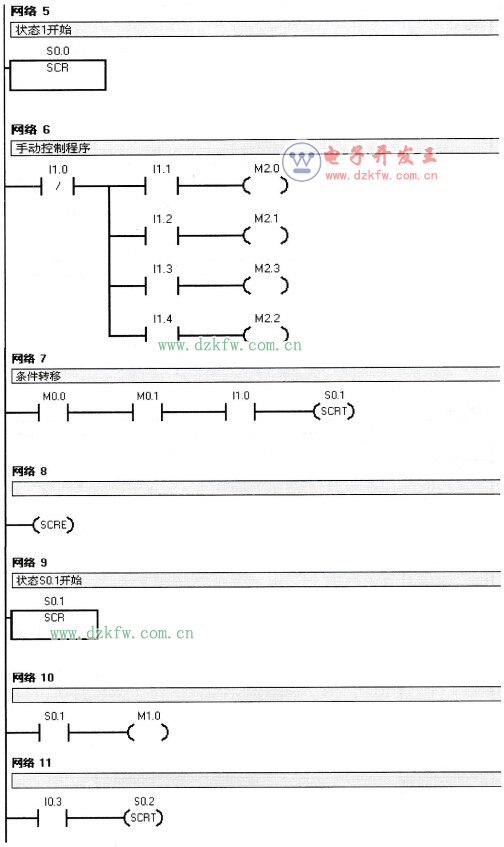
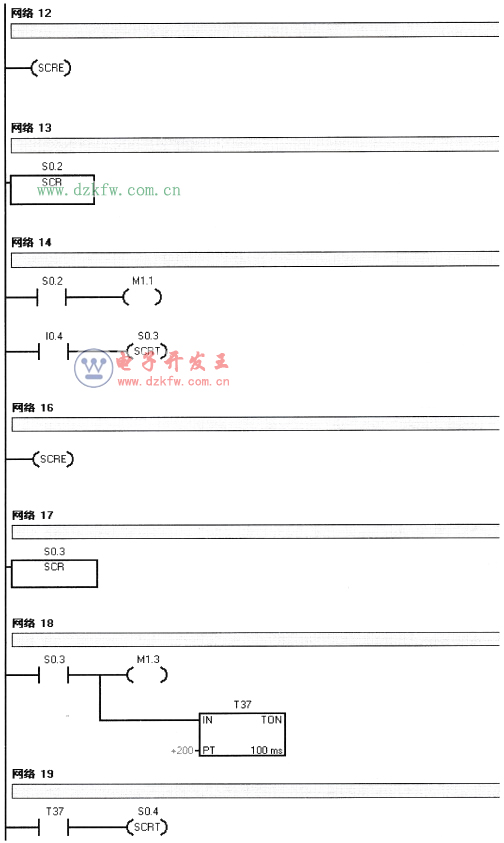
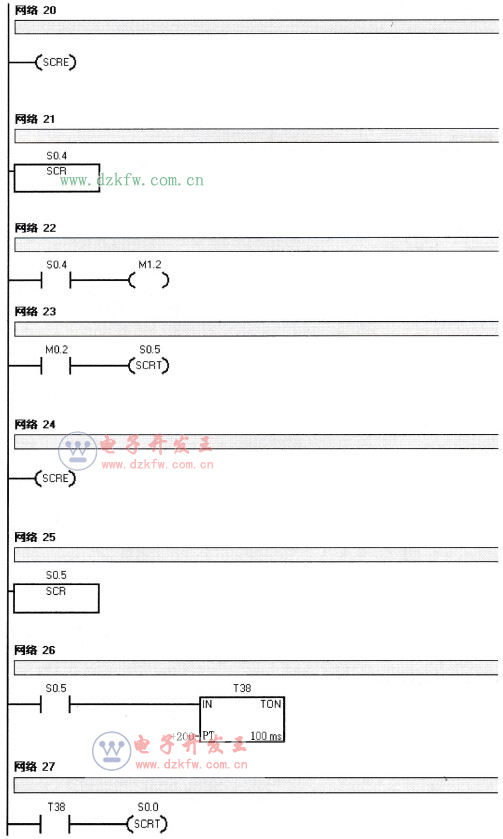
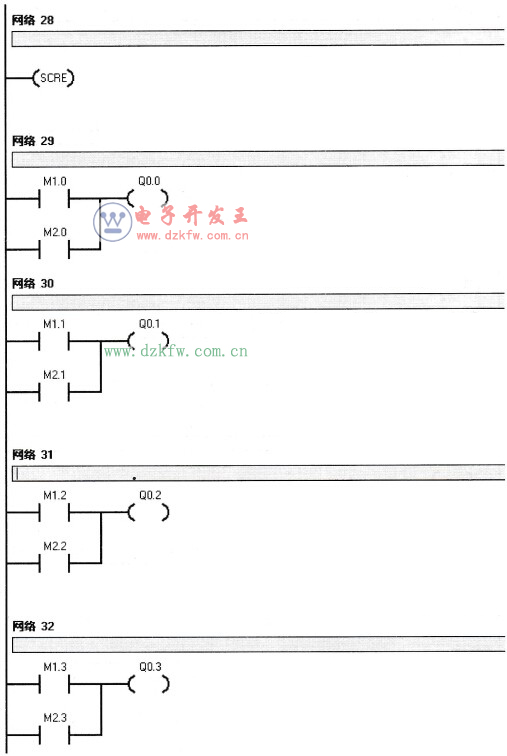
圖5-8 混合裝置程序梯形圖
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底