
本文介紹了西門子plc實現(xiàn)的數(shù)量檢測控制程序,在傳輸帶上傳輸工件,用傳感器檢測通過的產(chǎn)品數(shù)量,來看下整個產(chǎn)品數(shù)量檢測控制程序的功能與實現(xiàn)過程。
產(chǎn)品數(shù)量檢測控制程序
1、程序功能
傳輸帶傳輸工件,用傳感器檢測通過的產(chǎn)品數(shù)量,每通過24件產(chǎn)品,機械手動作一次(裝箱)。機械手動作后,延時2s,機械手復(fù)位。
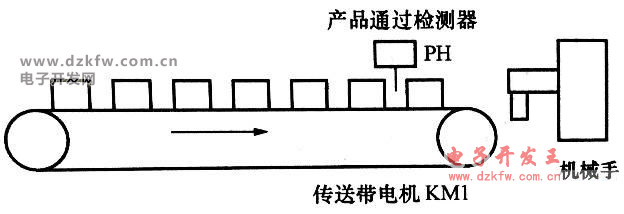
2、I/O分配
傳輸帶啟動按鈕I0.0;傳輸帶停止按鈕I0.1;產(chǎn)品檢測傳感器I0.2;Q0.0接傳輸帶運行電動機KM1;Q0.1接機械手KM2。
3、控制程序梯形圖實例
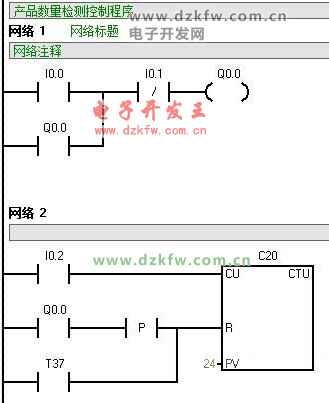 加計數(shù)指令CTU
加計數(shù)指令CTU
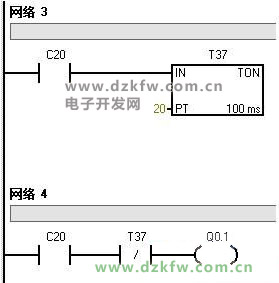 計時器指令TON
計時器指令TON
以上就是西門子plc實現(xiàn)的產(chǎn)品數(shù)量檢測控制程序,希望對大家有所幫助。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底