
“Ľ°ĘĻ§◊ų‘≠ņŪ ŽäĄ”ôCņ@ĹMĹ”≥…»żĹ«–őēr£¨√ŅŌŗņ@ĹMňý≥– ‹ĶńŽäČļ «Žä‘īĶńĺÄŽäČļ(380V)£ĽĹ”≥…–«–őēr£¨√ŅŌŗņ@ĹMňý≥– ‹ĶńŽäČļ «Žä‘īĶńŌŗŽäČļ(220V)°£“Úīň£¨Ć¶”ŕ’ż≥£Ŗ\––ēr∂®◊”ņ@ĹMĹ”≥…»żĹ«–őĶńĽ\–Õģź≤Ŏ䥔ôC£¨Ņō÷∆ĺĬ∑“≤ «įīērťg‘≠ĄtĆć¨F(xi®§n)Ņō÷∆Ķń°£ÜĘĄ”ērĆʎ䥔ôC∂®◊”ņ@ĹMŖBĹ”≥…–«–ő£¨ľ”‘ŕŽäĄ”ôC√ŅŌŗņ@ĹM…ŌĶńŽäČļěťÓ~∂®ŽäČļĶń1/°Ő3£¨Źń∂Ýúp–°ŃňÜĘĄ”ŽäŃų°£īżÜĘĄ”ļůįīÓA(y®ī)Ō»’Ż∂®Ķńērťgį—ŽäĄ”ôCďQ≥…»żĹ«–őŖBĹ”£¨ ĻŽäĄ”ôC‘ŕÓ~∂®ŽäČļŌ¬Ŗ\––£¨Ņō÷∆ĺĬ∑»ÁąD7-25ňý ĺ°£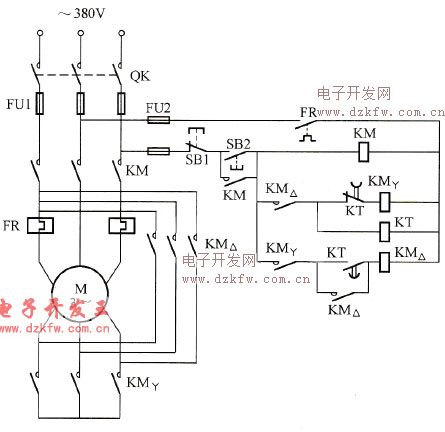
ąD7-25 Y-°ųúpČļÜĘĄ”Ņō÷∆ĺĬ∑ ÜĘĄ”Ŗ^≥Ő»ÁŌ¬£ļ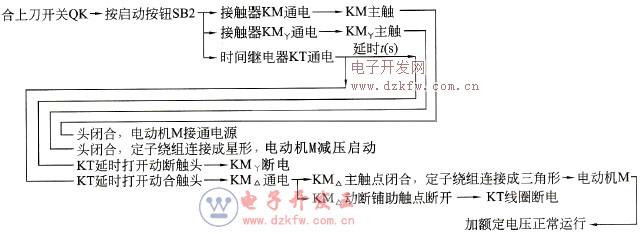
‘ďĺĬ∑ĹY(ji®¶)ėč(g®įu)ļÜÜő£¨»ĪŁc «ÜĘĄ”řD(zhu®£n)ĺō“≤ŌŗĎ™(y®©ng)Ō¬ĹĶěť»żĹ«–őŖBĹ”Ķń1/3£¨řD(zhu®£n)ĺōŐō–‘≤Ó°£“Ú∂ÝĪĺĺĬ∑Ŗm”√”ŕŽäĺW(w®£ng)ŽäČļ380V°ĘÓ~∂®ŽäČļ660/380V°ĘY-°ųŖBĹ”ĶńŽäĄ”ôC›p›dÜĘĄ”ĶńąŲļŌ°£ ∂Ģ°ĘŌĶĹy(t®Įng)”≤ľĢ‘O(sh®®)”č 1£ģ›Ē»Ž/›Ē≥Ų–ŇŐĖ∑÷őŲ łýďĢ(j®ī)«į√śĆ¶ŽäĄ”ôCY-°ųúpČļÜĘĄ”Ņō÷∆‘≠ņŪĶń√Ť Ų£¨Ņ…÷™‘ďŅō÷∆ŌĶĹy(t®Įng)Ķń›Ē»Ž–ŇŐĖ”–£ļÜĘĄ”ļÕÕ£÷ĻŽäĄ”ôCŖ\––Ķńįī‚ołų1āÄ£¨Ļ≤–Ť2āÄ›Ē»Ž∂ň◊”°£›Ē≥Ų–ŇŐĖ£ļŅō÷∆ņ^Žä∆ųĶńÜĘ/Õ£–Ť3āÄĹ””|∆ų£¨Ļ≤–Ť3āÄ›Ē≥Ų∂ň◊”°£ 2£ģ›Ē»Ž/›Ē≥Ų∑÷ŇšĪŪ PLC›Ē»Ž/›Ē≥Ų∑÷ŇšĪŪ»ÁĪŪ7-3ňý ĺ°£ ĪŪ7-3 PLC›Ē»Ž/›Ē≥Ų∑÷ŇšĪŪ
3£ģPLCĶńŖx–Õ łýďĢ(j®ī)ĪŪ7-3ļÕPLCĶń–‘ń‹÷łėň(bi®°o)£¨ĪĺĆćņżŖx”√őųťT◊”plc S7 - 200ŌĶŃ–PLC CPU222°£ 4£ģŅō÷∆ĺĬ∑ Ņō÷∆ĺĬ∑ąD»ÁąD7 - 26ňý ĺ°£ ‘ŕąD7 - 26÷–£¨ŽäĄ”ôC”…Ĺ””|∆ųKM1°ĘKM2ļÕKM3Ņō÷∆£¨∆š÷–KM3Ćʎ䥔ôC∂®◊”ņ@ĹMŖBĹ”≥…–«–ő£¨KM2Ćʎ䥔ôC∂®◊”ņ@ĹMŖBĹ”≥…»żĹ«–ő°£KM2ļÕKM3≤Ľń‹Õ¨ērőŁļŌ£¨∑ŮĄtĆĘģa(ch®£n)…ķŽä‘ī∂Ő¬∑°£‘ŕ≥Ő–Ú‘O(sh®®)”čŖ^≥Ő÷–£¨Ď™(y®©ng)≥š∑÷ŅľĎ]”…–«–őŌÚ»żĹ«–ő«–ďQĶńērťg£¨ľī”…KM3ÕÍ»ęĒŗť_£®įŁņ®úÁĽ°ērťg£©ĶĹKM2Ĺ”Õ®Ŗ@∂őērťgĎ™(y®©ng)śi∂®◊°£¨“‘∑ņŽä‘ī∂Ő¬∑°£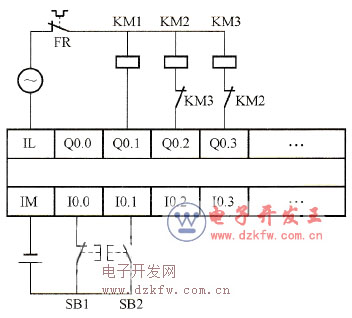
ąD7-26 ŽäĄ”ôCY-°ųúpČļÜĘĄ”Ņō÷∆I/OĹ”ĺÄąD »ż°Ę≥Ő–Ú‘O(sh®®)”č įī’’«į ŲĶńĻ§◊ų‘≠ņŪľį”≤ľĢŖBĹ”£¨Ņ…“‘ĆĎ≥Ų»ÁąD7-27ňý ĺĶńŽäĄ”ôCY-°ųúpČļÜĘĄ”ĶńPLCŅō÷∆≥Ő–Ú°£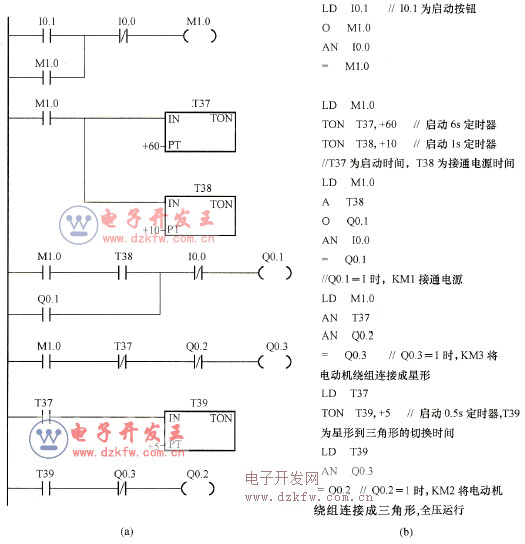
ąD7-27 ŽäĄ”ôCY-°ųúpČļÜĘĄ”Ņō÷∆Ő›–őąDľį’ZĺšĪŪ (a)Ő›–őąD£Ľ(b)’ZĺšĪŪ
 ∑ĶĽōŪĒ≤Ņ
∑ĶĽōŪĒ≤Ņ ňĘ–¬Ūď√ś
ňĘ–¬Ūď√ś Ō¬ĶĹŪďĶ◊
Ō¬ĶĹŪďĶ◊