
一、案例(項(xiàng)目)描述
如圖,有4臺(tái)電機(jī),分別控制了4條傳送帶,物料源源不斷的從左邊流入,每個(gè)工位上有對(duì)應(yīng)的工人,工人處理完物料之后就按放行按鈕,物料將流入下個(gè)工位,控制要求具體如下:
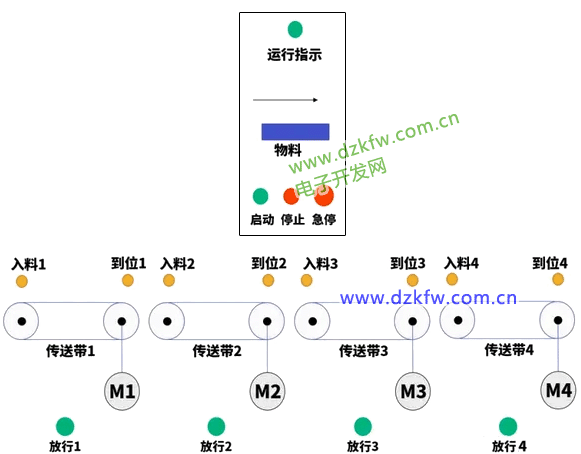
1.按下啟動(dòng)按鈕,運(yùn)行指示燈點(diǎn)亮,設(shè)備啟動(dòng),按下停止按鈕,設(shè)備停止,再按啟動(dòng)時(shí)設(shè)備能按照之前的動(dòng)作繼續(xù)運(yùn)行。
2.每個(gè)工位上沒有工件的時(shí)候,入料感應(yīng)器有物體流入,該傳送帶運(yùn)行,直到物料碰到到位感應(yīng)器后停止。
3.工件上有物料的時(shí)候,下個(gè)工位無物料時(shí),按下放行,物料會(huì)流入下個(gè)工位(此時(shí)定義為“獨(dú)立運(yùn)行”)。
4.工件上有物料的時(shí)候,下個(gè)工位也有物料時(shí),按下放行,需要等待下個(gè)工位放行時(shí),再觸發(fā)電機(jī)運(yùn)轉(zhuǎn),實(shí)現(xiàn)本工位和下個(gè)工位一起運(yùn)行(該工位的運(yùn)行我們稱為“同步運(yùn)行”)(此處為本程序的難點(diǎn))
二、I/O分配
下表是所有輸入輸出點(diǎn)位的分配
| 輸入點(diǎn) | 標(biāo)簽 | 符號(hào) | 輸出點(diǎn) | 標(biāo)簽 | 符號(hào) |
| X0 | 啟動(dòng) | PB1 | Y0 | 運(yùn)行指示燈 | H1 |
| X1 | 停止 | PB2 | Y1 | 電機(jī)1 | KM1 |
| X2 | 急停 | ES1 | Y2 | 電機(jī)2 | KM2 |
| X3 | 放行1 | PB3 | Y3 | 電機(jī)3 | KM3 |
| X4 | 放行2 | PB4 | Y4 | 電機(jī)4 | KM4 |
| X5 | 放行3 | PB5 | |||
| X6 | 放行4 | PB6 | |||
| X7 | 入料1 | PH1 | |||
| X10 | 到位1 | PH2 | |||
| X11 | 入料2 | PH3 | |||
| X12 | 到位2 | PH4 | |||
| X13 | 入料3 | PH5 | |||
| X14 | 到位3 | PH6 | |||
| X15 | 入料4 | PH7 | |||
| X16 | 到位4 | PH8 |
控制的過程中,需要用到很多中間繼電器,輔助去控制,這個(gè)是本案例的核心!下表格是各個(gè)工位運(yùn)行的標(biāo)志位,“1”表示的傳送帶1,“2”表示的傳送帶2;“獨(dú)立運(yùn)行”和“同步運(yùn)行”的說明在上面案例描述中有說明,詳細(xì)的控制說明將在后面的程序講解中進(jìn)行描述,這些標(biāo)志位都采用的普通中間繼電器,假如想要首先斷電保持,可以使用M1023以上的中間繼電器。
電機(jī)4下面沒有下一臺(tái)電機(jī)了,所以電機(jī)4只有獨(dú)立運(yùn)行,沒有其對(duì)應(yīng)的同步運(yùn)行。
| 標(biāo)志位 | 注釋 | 標(biāo)志位 | 注釋 |
| M0 | 獨(dú)立運(yùn)行1 | M4 | 同步運(yùn)行1 |
| M1 | 獨(dú)立運(yùn)行2 | M5 | 同步運(yùn)行2 |
| M2 | 獨(dú)立運(yùn)行3 | M6 | 同步運(yùn)行3 |
| M3 | 獨(dú)立運(yùn)行4 | M7 | 入料運(yùn)行 |
三、電路圖紙
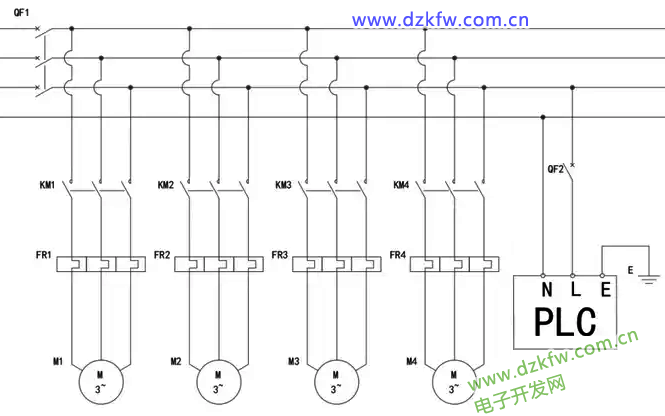
1.主電路
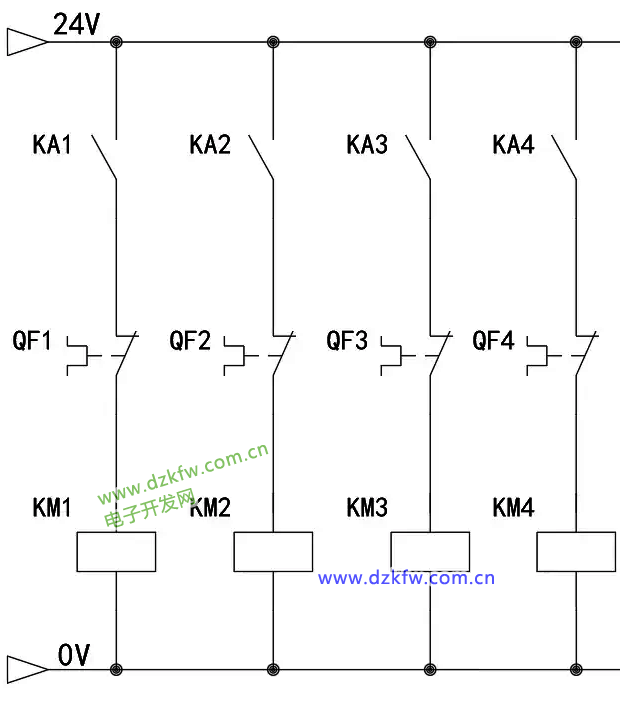
2.繼電器電路
3.控制電路

四、程序編寫
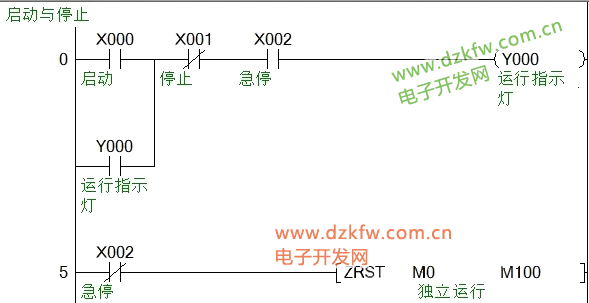
1.啟動(dòng)與停止。
啟動(dòng)按鈕按下后觸發(fā)Y0啟動(dòng)并且形成自鎖,停止按鈕 X1或者急停按鈕X2按下后,運(yùn)行指示燈熄滅,此處的急停按鈕外部接線接的是常閉觸點(diǎn),所以程序內(nèi)部寫成常開;正常情況下,停止按鈕按下后,重新按啟動(dòng)可以繼續(xù)運(yùn)行,而如果按下的是急停,就把M0到M100中間的所有點(diǎn)位都復(fù)位。
2.電機(jī)1的控制。
電機(jī)的啟動(dòng)必須要在設(shè)備啟動(dòng)狀態(tài)Y0的條件下動(dòng)作,因此加了Y0的常開觸點(diǎn),這樣能夠?qū)崿F(xiàn)暫停控制,停止時(shí)只是斷開Y點(diǎn)的輸出,不復(fù)位控制的M點(diǎn),重新按啟動(dòng)按鈕時(shí),電機(jī)能保持之前的動(dòng)作。
入料運(yùn)行指的是工位1沒有物料,感應(yīng)器碰到工位1的入料感應(yīng)器是觸發(fā)的動(dòng)作情況。
“獨(dú)立運(yùn)行1”指的是2好工位沒有物料時(shí),按下放行按鈕,本工位的物料會(huì)留往下一個(gè)工位,這個(gè)對(duì)應(yīng)的M點(diǎn)在后面的程序里還需要控制下一臺(tái)電機(jī)。
“同步運(yùn)行1”指的是工位1上面有物料,工位2上面也有物料時(shí),我們按下放行1,物料暫時(shí)還不能流走,必須等待下一臺(tái)電機(jī)在動(dòng)作時(shí)電機(jī)才能動(dòng)作,跟著下一臺(tái)電機(jī)走,所以這里串聯(lián)了一個(gè)Y2的常開,同時(shí),第二臺(tái)電機(jī)的動(dòng)作不一定說明時(shí)候完成動(dòng)作,所以這里需要加一個(gè)Y1的常開觸點(diǎn),保持自鎖。
假如上個(gè)工位的物料到達(dá)了這個(gè)工位了,碰到X10了,而流往下個(gè)工位的物料還沒到達(dá)下個(gè)工位,這個(gè)時(shí)候同步運(yùn)行還沒結(jié)束,電機(jī)1也不應(yīng)該運(yùn)行,所以這里加了一個(gè)X10的常閉觸點(diǎn)。
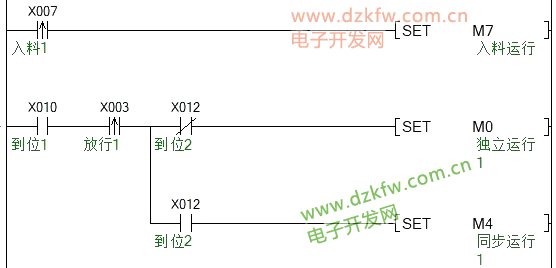
入料1感應(yīng)器感應(yīng)到有物體就觸發(fā)M7入料運(yùn)行;工位1有物料(X10有信號(hào))時(shí),下一個(gè)工位有沒物料時(shí)(X12無信號(hào))觸發(fā)獨(dú)立運(yùn)行M0,下個(gè)工位有物料時(shí),觸發(fā)同步運(yùn)行M4.
停止控制部分的程序如下:
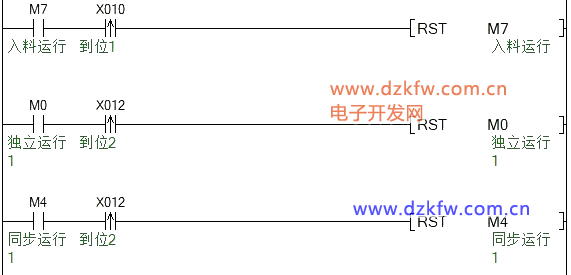
入料運(yùn)行時(shí),碰到工位1的到位感應(yīng)器X10時(shí),復(fù)位對(duì)應(yīng)的M7標(biāo)志位;
獨(dú)立運(yùn)行時(shí),保證物料流入下一個(gè)工位的感應(yīng)器X12時(shí),復(fù)位對(duì)應(yīng)的M0標(biāo)志位;
同步運(yùn)行時(shí),需要保證下個(gè)工位到位感應(yīng)器X12碰到,這個(gè)過程一開始工位2也有物料,在運(yùn)行的過程中,X12一開始是閉合的,工位2的物料離開工位2,X12斷開,工位1的物料離開工位1到達(dá)工位2,X12再次導(dǎo)通,所以這里必須用用上升沿,不能用常開點(diǎn)替換。
3.電機(jī)2的控制。
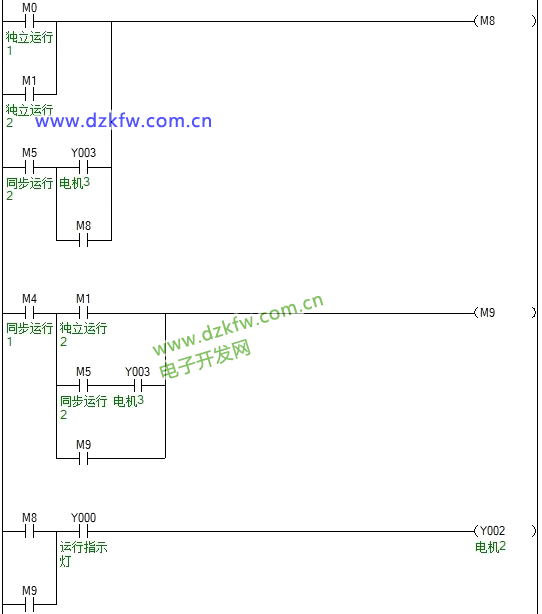
能控制電機(jī)Y2轉(zhuǎn)動(dòng)的有以下4個(gè)動(dòng)作:
獨(dú)立運(yùn)行1、獨(dú)立運(yùn)行2、同步運(yùn)行2、同步運(yùn)行1,同步運(yùn)行2(M5)的輸出也需要下個(gè)電機(jī)Y3條件的觸發(fā)才能啟動(dòng),這里并聯(lián)了M8常開觸點(diǎn),可以形成自鎖;“同步運(yùn)行1”不是說一觸發(fā)電機(jī)就得轉(zhuǎn)動(dòng),還必須要電機(jī)2配合才能啟動(dòng),這里電機(jī)2可以是處于獨(dú)立運(yùn)行的狀態(tài),也可以處于同步運(yùn)行狀態(tài),處于同步運(yùn)行狀態(tài)時(shí)需要電機(jī)Y3也處于運(yùn)行狀態(tài),所以這里串聯(lián)了Y3的常開觸點(diǎn),輸出M9,為了防止“同步運(yùn)行1”的動(dòng)作還沒完成,而“獨(dú)立運(yùn)行2”和“同步運(yùn)行2”已經(jīng)斷開了保證動(dòng)作完成,這里給了M9常開觸點(diǎn),形成自鎖。
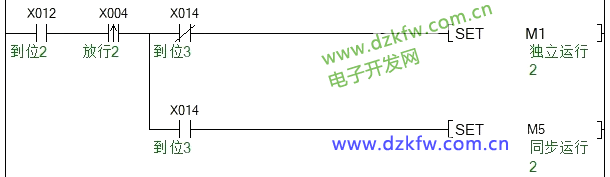
控制工位2的2個(gè)標(biāo)志位M1(獨(dú)立運(yùn)行2)和M2(同步運(yùn)行2)的觸發(fā)主要看下個(gè)工位的到位感應(yīng)器X14,按下放行按鈕X4,下個(gè)工位沒有物料時(shí)(X14常閉)觸發(fā)獨(dú)立運(yùn)行2,下個(gè)工位有物料時(shí)(X14常開)觸發(fā)同步運(yùn)行2。
停止控制部分的程序如下:
獨(dú)立運(yùn)行時(shí),保證物料流入下一個(gè)工位的感應(yīng)器X14時(shí)(這里可以用上升沿或者常開觸點(diǎn)),復(fù)位對(duì)應(yīng)的M1標(biāo)志位;
同步運(yùn)行時(shí),需要保證下個(gè)工位到位感應(yīng)器X14碰到,這個(gè)過程一開始工位3也有物料,在運(yùn)行的過程中,X14一開始是閉合的,工位3的物料離開工位3,X14斷開,工位2的物料離開工位2到達(dá)工位3,X14再次導(dǎo)通,所以這里必須用用上升沿,不能用常開點(diǎn)替換。

4.電機(jī)3的控制。
能控制電機(jī)Y3轉(zhuǎn)動(dòng)的有以下4個(gè)動(dòng)作:獨(dú)立運(yùn)行2、獨(dú)立運(yùn)行3、同步運(yùn)行3、同步運(yùn)行2,由于 “同步運(yùn)行2”不是說一觸發(fā)電機(jī)就得轉(zhuǎn)動(dòng),還必須要電機(jī)3也處于啟動(dòng)的條件,因此這里面串聯(lián)了控制本臺(tái)電機(jī)轉(zhuǎn)動(dòng)的兩個(gè)標(biāo)志位“獨(dú)立運(yùn)行3”和“同步運(yùn)行3”,并且為了保證動(dòng)作完成,防止“同步運(yùn)行2”的動(dòng)作還沒完成,而“獨(dú)立運(yùn)行3”和“同步運(yùn)行3”已經(jīng)斷開了,所以加了個(gè)M11常開觸點(diǎn)形成自鎖。
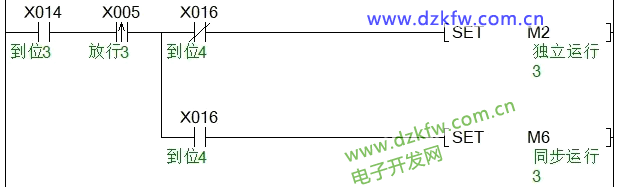
控制工位3的2個(gè)標(biāo)志位M2(獨(dú)立運(yùn)行3)和M6(同步運(yùn)行3)的觸發(fā)主要看下個(gè)工位的到位感應(yīng)器X16,按下放行按鈕X5,下個(gè)工位沒有物料時(shí)(X16常閉)觸發(fā)獨(dú)立運(yùn)行3,下個(gè)工位有物料時(shí)(X16常開)觸發(fā)同步運(yùn)行3。
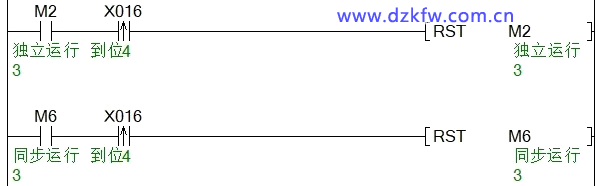
停止控制部分的程序如下:
“獨(dú)立運(yùn)行”和“同步運(yùn)行”在物料流入下一個(gè)工位的到位感應(yīng)器X16時(shí),說明動(dòng)作已經(jīng)完成,此時(shí)復(fù)位對(duì)應(yīng)的M點(diǎn)。
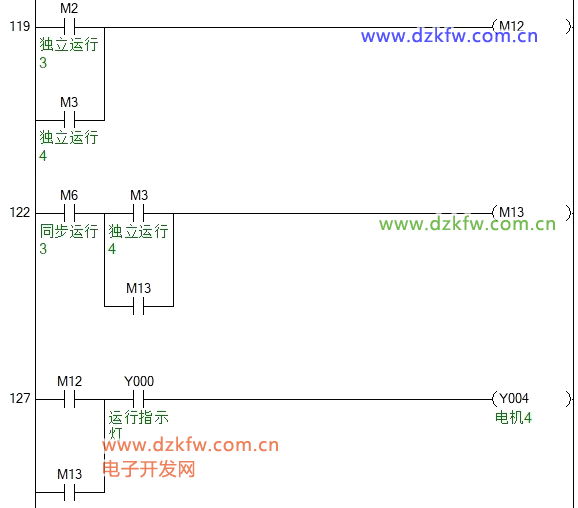
5.電機(jī)4的控制。
能控制電機(jī)Y3轉(zhuǎn)動(dòng)的有以下3個(gè)動(dòng)作:獨(dú)立運(yùn)行3、獨(dú)立運(yùn)行4、同步運(yùn)行3,由于 “同步運(yùn)行3”不是說一觸發(fā)電機(jī)就得轉(zhuǎn)動(dòng),還必須要電機(jī)4也處于啟動(dòng)的條件,因此這里面串聯(lián)了控制本臺(tái)電機(jī)轉(zhuǎn)動(dòng)的標(biāo)志位“獨(dú)立運(yùn)行4”,并且為了保證動(dòng)作完成,防止“同步運(yùn)行3”的動(dòng)作還沒完成,而“獨(dú)立運(yùn)行3”和“同步運(yùn)行3”已經(jīng)斷開了,所以加了個(gè)M13常開觸點(diǎn)形成自鎖。
工位4獨(dú)立運(yùn)行的觸發(fā)需要工位4到位感應(yīng)X16有物料的條件下,按下放行按鈕X5上升沿時(shí)區(qū)觸發(fā)。
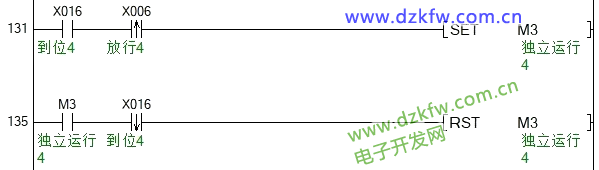
工位4獨(dú)立運(yùn)行的停止需要物體離開工位4(X16下降沿)時(shí)區(qū)進(jìn)行復(fù)位。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底