
Programmable Logic Controller
1 指令集
1.1 觸點指令| 指令名稱 | 指令 | 示例 | 圖示 |
|---|---|---|---|
| 常開觸點 | LD | LD X0 | 1 |
| 常閉觸點 | LDI | LDI X1 | 2 |
| 輸出線圈 | OUT | OUT Y0 | 3 |
| 或常開觸點 | OR | OR X3 | 3 |
| 或常閉觸點 | ORI | ORI X3 | 3 |
| 置位 | SET | SET Y0 | 3 |
| 復位 | RST | RST Y0 | 3 |
| 區域復位 | ZRST | ZRST Y0 Y5 | 3 |
| 上升沿 | LDP | LDP X0 | 3 |
| 下降沿 | LDF | LDF X1 | 3 |
| 結果上升沿 | MEP | MEP | 3 |
| 結果下降沿 | MEF | MEF | 3 |
| 上升沿輸出 | PLS | PLS M0 | 3 |
| 下降沿輸出 | PLF | PLF M0 | 3 |
| 取反指令 | INV | INV | 3 |
指令:T0
示例:T0 K10
說明:使用0號定時器,定時10 x 100ms 后觸發。
定時器分類
| 100ms 型 | 10ms 型 | 1ms 累積型 | 100ms 累積型 | 1ms 型 |
|---|---|---|---|---|
| 0.1~3276.7s | 0.01~327.67s | 0.001~32.767s | 0.1~3276.7s | 0.001~32.767s |
| T0~T199 | T200~T245 | T246~T249 | T250~T255 | T256~T511 |
指令:C0
示例:C0 K10
說明:使用0號計數器,計數10以后觸發。
計數器分類(FX3U/3UC系列)
| 16位增計數器 | 16位增計數器 | 32位增計數器 | 32位增計數器 |
|---|---|---|---|
| 一般用 | 停電保持 | 一般用 | 停電保持 |
| C0~C99 | C100~C199 | C200~C219 | C220~C234 |
16位計數器只能增加,32位計數器可以增可以減。
32位計數器增減方向控制
| 計數器 | 方向切換 |
|---|---|
| C200 | M8200 |
| ··· | ··· |
| C219 | M8219 |
| C220 | M8220 |
| ··· | ··· |
| C234 | M8234 |
指令:MC MCR
指令說明:使用上述兩個指令把一些功能圍起來,類似于子程序的作用。
指令:STL RET 順控寄存器S
指令說明:執行完一步,才跳到下一步,此功能類似于用M寄存器做每一步的標志來寫過程程序,無非可以省去復位標志位的步驟。
| MOV | 字傳送指令 |
|---|---|
| DMOV | 雙字傳送指令 |
| DEMOV | 浮點傳送指令 |
| $MOV | 字符傳送指令 |
| BMOV | 塊傳送指令 |
| CML | 反傳送指令(各個位取反) |
| XCH | 交換指令 |
| SWAP | 高低低字節轉換 |
自己看吧,不想寫了。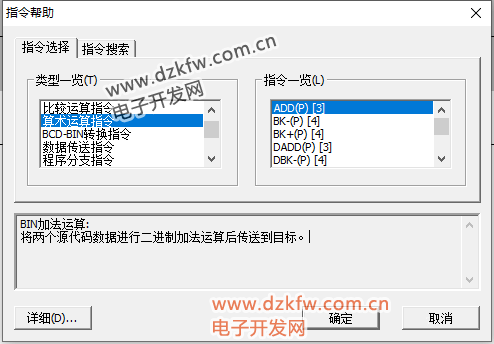
| M8000 | 一直ON |
|---|---|
| M8001 | 一直OFF |
| M8002 | 上電ON一個掃描周期 |
| M8003 | 上電OFF一個掃描周期 |
| M8005 | 電壓不足 |
| M8011 | 周期位10ms脈沖信號 |
| M8012 | 周期位100ms脈沖信號 |
| M8013 | 周期位1000ms脈沖信號 |
| M8014 | 周期位1min脈沖信號 |
上述內容有待實際檢測,不可貿然使用。
2 寄存器和數值
2.1 寄存器分類| 寄存器 | 說明 |
|---|---|
| X | 輸入映像寄存器 |
| Y | 輸出映像寄存器 |
| M | 內部中間繼電器 |
| T | 定時器 |
| C | 計數器 |
| S | 做順控時,表示每一步狀態 |
| D | 用戶數據存儲寄存器 |
| R | 擴展寄存器,斷電保存 |
| V | 變址繼電器 |
| Z | 變址寄存器 |
| 十進制 | K100 |
| 十六進制 | H5CD6 |
| 浮點數 | E1.8 |
3 注釋說明
3.1 軟元件注釋格式修改:
視圖—軟元件注釋顯示格式—工程編輯器----梯形圖—注釋—軟元件注釋的顯示格式—行數—(自己看著改,最好是1)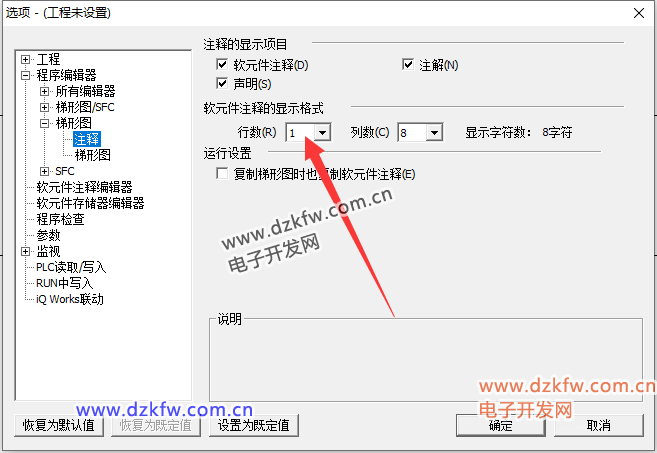
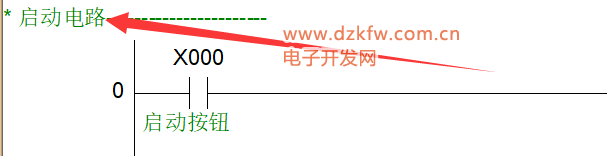
注釋效果


4 程序編寫流程
4.1 新建工程 4.2 編寫程序 4.3 程序轉換(F4) 4.4 連接目標第一步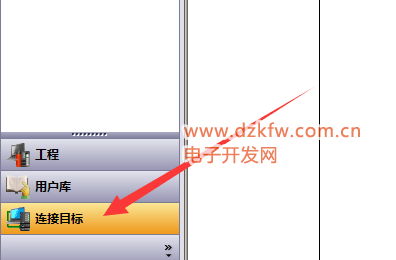
第二步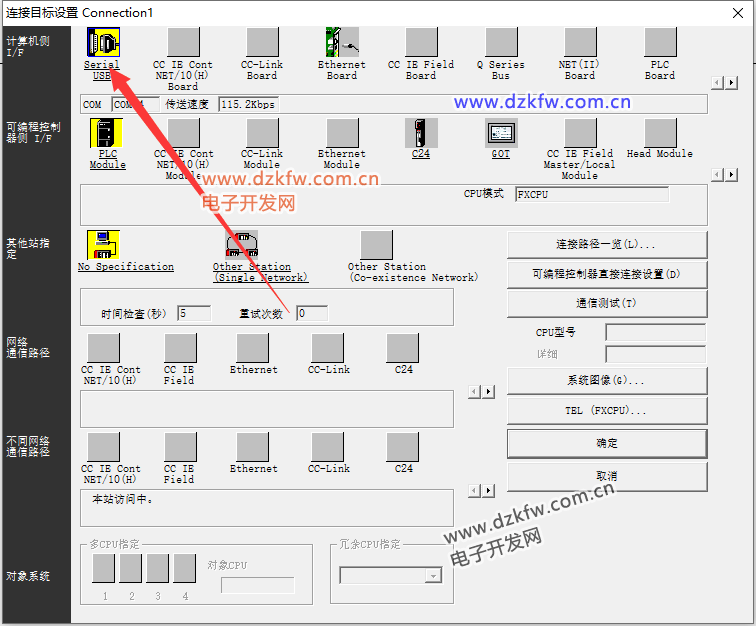
第三步 選擇串口和波特率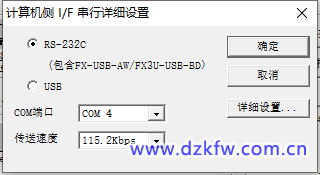
第四步 通信測試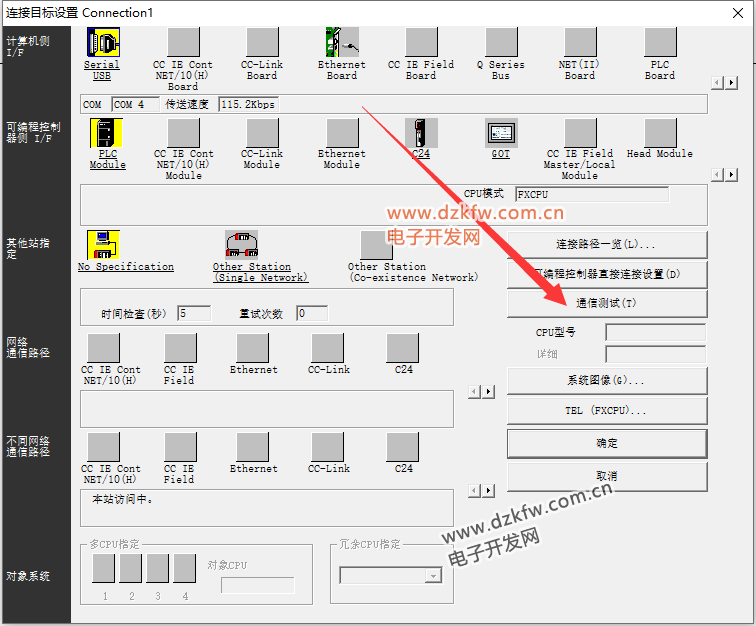
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底