
本文主要介紹了三菱PLC脈沖指令的應(yīng)用。通過(guò)對(duì)脈沖指令的闡述,包括脈沖計(jì)數(shù)、位置控制、速度控制、加減速控制、定位控制等方面的應(yīng)用,展示了三菱PLC在工業(yè)自動(dòng)化領(lǐng)域的廣泛應(yīng)用。
脈沖計(jì)數(shù)
脈沖計(jì)數(shù)是三菱PLC脈沖指令最常見的應(yīng)用之一。通過(guò)PLC的輸入模塊接收外部脈沖信號(hào),并通過(guò)脈沖指令對(duì)脈沖進(jìn)行計(jì)數(shù)。脈沖計(jì)數(shù)廣泛應(yīng)用于各種計(jì)數(shù)場(chǎng)景,如生產(chǎn)線上的計(jì)數(shù)、流水線上的計(jì)數(shù)等。通過(guò)脈沖計(jì)數(shù),可以實(shí)現(xiàn)對(duì)生產(chǎn)過(guò)程的監(jiān)控和控制,提高生產(chǎn)效率。
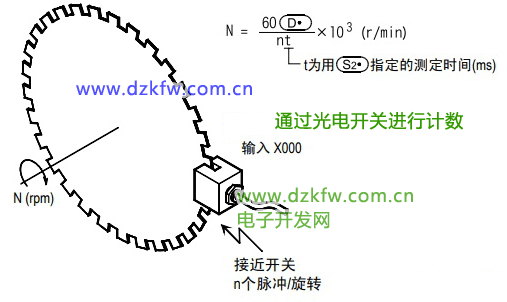
脈沖計(jì)數(shù)的實(shí)現(xiàn)主要依靠三菱PLC的計(jì)數(shù)器指令和計(jì)數(shù)器數(shù)據(jù)存儲(chǔ)器。通過(guò)設(shè)置計(jì)數(shù)器的初始值和計(jì)數(shù)方式,可以實(shí)現(xiàn)不同的計(jì)數(shù)功能。還可以通過(guò)設(shè)置計(jì)數(shù)器的上下限,實(shí)現(xiàn)對(duì)計(jì)數(shù)范圍的控制。脈沖計(jì)數(shù)功能的靈活性和可靠性,使得三菱PLC在計(jì)數(shù)應(yīng)用中得到廣泛應(yīng)用。
脈沖計(jì)數(shù)應(yīng)用的一個(gè)典型案例是在自動(dòng)化流水線上對(duì)產(chǎn)品數(shù)量的計(jì)數(shù)。通過(guò)在PLC程序中設(shè)置計(jì)數(shù)器指令,可以實(shí)時(shí)監(jiān)控產(chǎn)品通過(guò)流水線的數(shù)量,并進(jìn)行相應(yīng)的控制。當(dāng)產(chǎn)品數(shù)量達(dá)到設(shè)定的上限時(shí),PLC可以觸發(fā)報(bào)警或自動(dòng)停機(jī),避免過(guò)量生產(chǎn)或其他問(wèn)題。
位置控制
三菱PLC脈沖指令還可以實(shí)現(xiàn)位置控制。在許多自動(dòng)化設(shè)備中,需要對(duì)執(zhí)行器的位置進(jìn)行精確控制,以實(shí)現(xiàn)準(zhǔn)確的定位和運(yùn)動(dòng)。通過(guò)PLC的脈沖輸出模塊和脈沖指令,可以控制執(zhí)行器的位置和運(yùn)動(dòng)速度。
位置控制的實(shí)現(xiàn)需要通過(guò)編程設(shè)置脈沖輸出的頻率和脈沖數(shù)量,以控制執(zhí)行器的位置和運(yùn)動(dòng)速度。通過(guò)監(jiān)測(cè)執(zhí)行器的位置反饋信號(hào),可以實(shí)時(shí)調(diào)整脈沖輸出來(lái)實(shí)現(xiàn)精確的位置控制。位置控制應(yīng)用廣泛應(yīng)用于各種設(shè)備,如機(jī)床、機(jī)器人等,提高了設(shè)備的精度和穩(wěn)定性。
一個(gè)典型的位置控制應(yīng)用是在自動(dòng)化機(jī)床上對(duì)工件的加工。通過(guò)PLC的脈沖指令和位置控制算法,可以實(shí)現(xiàn)工件在機(jī)床上的精確定位和運(yùn)動(dòng)。通過(guò)監(jiān)測(cè)工件的位置反饋信號(hào),可以實(shí)時(shí)調(diào)整脈沖輸出,保證工件的加工精度和質(zhì)量。
速度控制
三菱PLC脈沖指令還可以實(shí)現(xiàn)速度控制。在許多自動(dòng)化設(shè)備中,需要對(duì)執(zhí)行器的運(yùn)動(dòng)速度進(jìn)行控制,以實(shí)現(xiàn)不同的運(yùn)動(dòng)要求。通過(guò)PLC的脈沖輸出模塊和脈沖指令,可以控制執(zhí)行器的運(yùn)動(dòng)速度。
速度控制的實(shí)現(xiàn)需要通過(guò)編程設(shè)置脈沖輸出的頻率和脈沖數(shù)量,以控制執(zhí)行器的運(yùn)動(dòng)速度。通過(guò)監(jiān)測(cè)執(zhí)行器的位置反饋信號(hào),可以實(shí)時(shí)調(diào)整脈沖輸出來(lái)實(shí)現(xiàn)精確的速度控制。速度控制應(yīng)用廣泛應(yīng)用于各種設(shè)備,如輸送帶、卷取機(jī)等,提高了設(shè)備的運(yùn)輸效率和穩(wěn)定性。
一個(gè)典型的速度控制應(yīng)用是在自動(dòng)化輸送帶上對(duì)物料的運(yùn)輸。通過(guò)PLC的脈沖指令和速度控制算法,可以實(shí)現(xiàn)物料在輸送帶上的穩(wěn)定運(yùn)輸。通過(guò)監(jiān)測(cè)物料的位置反饋信號(hào),可以實(shí)時(shí)調(diào)整脈沖輸出,保證物料的運(yùn)輸速度和穩(wěn)定性。
加減速控制
三菱PLC脈沖指令還可以實(shí)現(xiàn)加減速控制。在許多自動(dòng)化設(shè)備中,需要對(duì)執(zhí)行器的加速度和減速度進(jìn)行控制,以實(shí)現(xiàn)平穩(wěn)的運(yùn)動(dòng)過(guò)程。通過(guò)PLC的脈沖輸出模塊和脈沖指令,可以控制執(zhí)行器的加減速過(guò)程。
加減速控制的實(shí)現(xiàn)需要通過(guò)編程設(shè)置脈沖輸出的頻率和脈沖數(shù)量,以控制執(zhí)行器的加減速過(guò)程。通過(guò)監(jiān)測(cè)執(zhí)行器的位置反饋信號(hào),可以實(shí)時(shí)調(diào)整脈沖輸出來(lái)實(shí)現(xiàn)平穩(wěn)的加減速控制。加減速控制應(yīng)用廣泛應(yīng)用于各種設(shè)備,如升降機(jī)、機(jī)械手等,提高了設(shè)備的運(yùn)動(dòng)平穩(wěn)性和安全性。
一個(gè)典型的加減速控制應(yīng)用是在自動(dòng)化升降機(jī)上對(duì)貨物的升降過(guò)程。通過(guò)PLC的脈沖指令和加減速控制算法,可以實(shí)現(xiàn)貨物在升降機(jī)上的平穩(wěn)升降。通過(guò)監(jiān)測(cè)貨物的位置反饋信號(hào),可以實(shí)時(shí)調(diào)整脈沖輸出,保證貨物的升降過(guò)程平穩(wěn)和安全。
定位控制
三菱PLC脈沖指令還可以實(shí)現(xiàn)定位控制。在許多自動(dòng)化設(shè)備中,需要對(duì)執(zhí)行器進(jìn)行精確的定位,以實(shí)現(xiàn)特定的操作要求。通過(guò)PLC的脈沖輸出模塊和脈沖指令,可以控制執(zhí)行器的定位過(guò)程。
定位控制的實(shí)現(xiàn)需要通過(guò)編程設(shè)置脈沖輸出的頻率和脈沖數(shù)量,以控制執(zhí)行器的定位過(guò)程。通過(guò)監(jiān)測(cè)執(zhí)行器的位置反饋信號(hào),可以實(shí)時(shí)調(diào)整脈沖輸出來(lái)實(shí)現(xiàn)精確的定位控制。定位控制應(yīng)用廣泛應(yīng)用于各種設(shè)備,如裝配線、包裝機(jī)等,提高了設(shè)備的操作精度和效率。
一個(gè)典型的定位控制應(yīng)用是在自動(dòng)化裝配線上對(duì)零部件的裝配。通過(guò)PLC的脈沖指令和定位控制算法,可以實(shí)現(xiàn)零部件在裝配線上的精確定位。通過(guò)監(jiān)測(cè)零部件的位置反饋信號(hào),可以實(shí)時(shí)調(diào)整脈沖輸出,保證裝配的精度和質(zhì)量。
三菱PLC脈沖指令在工業(yè)自動(dòng)化領(lǐng)域具有廣泛的應(yīng)用。通過(guò)脈沖計(jì)數(shù)、位置控制、速度控制、加減速控制、定位控制等方面的應(yīng)用,可以實(shí)現(xiàn)對(duì)各種自動(dòng)化設(shè)備的精確控制和運(yùn)動(dòng)控制。三菱PLC脈沖指令的靈活性和可靠性,使得它成為工業(yè)自動(dòng)化領(lǐng)域的重要工具。
 返回頂部
返回頂部 刷新頁(yè)面
刷新頁(yè)面 下到頁(yè)底
下到頁(yè)底