
一、仰焊
1.仰焊分為兩種
①仰對接焊,也就是兩塊板對接
②仰焊接接頭仰接,也就是九十度的仰角焊
2.仰焊因重力作用下垂,溶池特別不容易控制,很多人不撐握重點,造成夾渣,未焊透,焊瘤和成型不美觀
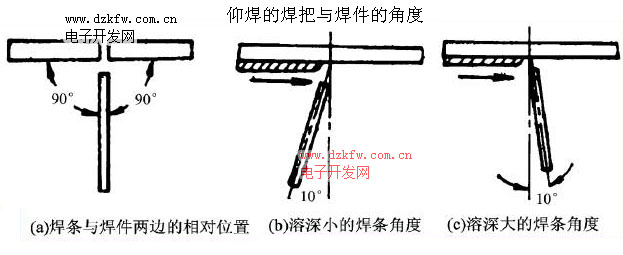
3.仰焊和仰角焊操作基本上一致分為直線形運條法,直線往復形方條法,斜圓形運條法,焊條左右角度為九十度,焊條與夾角為七十到八十度

二、仰焊的操作重點
1.液態金屬因自重下墜滴落,不易控制熔池形狀和大小,會造成未焊透和凹陷,宜采用較小直徑的焊條和小焊接電流并采用最短的電弧焊接
2.清渣困難,容易產生層間夾渣
3.運條困難,焊縫外觀不易平整
三、仰焊的操作方式
1.在仰焊時,必須注意盡可能的采用最短的弧長施焊,使熔滴金屬在很短的時間內由焊條過渡到熔池中去,促使焊縫成形,焊條的直徑,焊接的電流比平焊小一點,以減小焊接熔池的面積,使焊縫容易成形
2.當焊件厚度為4mm時,仰焊可采用不開坡口的對接焊,焊條直徑為3.2mm,焊條與焊縫兩側成九十度夾角,與焊接方向保持八十度到九十度夾角,在施焊過程中,焊條保持角度均勻的擺動法
3.仰焊運條手法可用直線形與直線往復形,直線形用于焊接間隙小的接頭,直線往復形用于間隙大點的接頭,焊接電流不應太小,否則熔深不夠,并且電弧也不穩定,操作難以掌握,焊縫質量也難以保證
4.當焊件厚度大于5mm時,對接焊縫要開坡口,對于坡口對接仰焊打底層焊接應根據坡口間隙的大小,決定選擇使用直線形或者是往復直線形的運條方法,然后各層采用鋸齒形或月牙形運條方法
5.對接仰焊時多層多道焊焊縫,操作時,焊條的角度應根據每一道焊縫的位置作相應的調整,以利于熔滴金屬的過渡,并獲得較好的成形
6.T形接口的填角仰焊比對接坡口仰焊容易掌握,當焊角尺寸小于6mm時,采用單層焊,用直線形或者是往復直線的運條方法
7.當焊腳大于6mm時,采用多層多道焊,第一層用直線形運條方法,然后可采用斜二角形或斜環形的運條方法
8.需要注意焊條一定托住鐵水,不能讓鐵水下垂,用反手腕的方式拿焊把,這樣防止飛濺落到身體上,防止燙傷自己
四、個人建議
1根據仰焊特點,應嚴格控制焊接電弧的弧長,使坡口兩側根都能很好熔合,并且焊波厚度不應太厚,防止液態金屬過多而下墜坡
2.坡口角度比平焊略大,焊接坡口第一層焊條與坡口兩側九十度,與焊接方向成七十到八十度,用最短的電弧做前后推拉的動作,熔池溫度過高時可以使溫度降低,焊接其余各層時焊條橫擺并在兩側做穩弧動作
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底