
新手學(xué)習(xí)電焊,首先要知道什么是熔池,能分清鐵水與藥皮,如果說這幾點分不清楚的話,說嚴(yán)重點,你就是學(xué)一輩子電焊,你也是學(xué)不出來的,永遠當(dāng)不了師傅!
為了讓大家能快速的學(xué)會這些,我特地詳細的給大家介紹一下,什么是熔池,怎么才能快速的學(xué)會分清鐵水與藥皮。
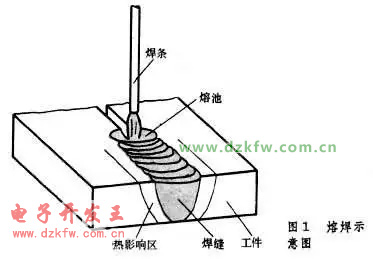
熔池就是焊條與工件之間,產(chǎn)生的電弧,焊條末端正對的下方就是熔池,下圖所示:
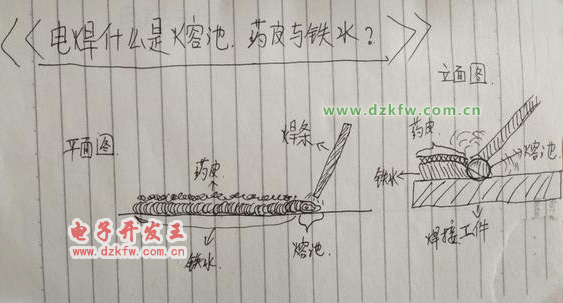
上圖呢里面畫的很詳細,大家可以一眼就可以看清楚,一個平面圖,一個立面圖。
在焊接中焊條融化,形成的焊道,焊接時仔細看一下熔池的部分,上面浮動游走的,顏色發(fā)暗一點的就是藥皮,下面覆蓋的就是鐵水,顏色微紅比較亮,這兩者呢隨著焊接時焊條的移動,焊件的降溫,就形成了焊道。
等到大家把這幾點弄清楚了以后,再根據(jù)鐵水成型的變化,而知道電流的大小,而變變化焊條角度,而變化運條手法等。
這就是學(xué)電焊最基礎(chǔ)的東西,也是學(xué)好電焊最最重要的條件!
熔池溫度,直接影響焊接質(zhì)量,熔池溫度高、熔池較大、鐵水流動性好,易于熔合,但過高時,鐵水易下淌,單面焊雙面成形的背面易燒穿,形成焊瘤,成形也難控制,且接頭塑性下降,彎曲易開裂。
熔池溫度低時,熔池較小,鐵水較暗,流動性差,易產(chǎn)生未焊透,未熔合,夾渣等缺陷。
熔焊時,流經(jīng)焊件回來的電流就稱作焊接電流。焊條直徑則是指填充金屬棒的斷面尺寸。從簡單的方面講,能否適當(dāng)?shù)娜刍笚l由通過的電流決定。
電流太小,很難引弧,焊條容易粘在焊件上,魚鱗紋粗,兩側(cè)融合不好;電流太大,焊接時飛濺和煙霧大,焊條發(fā)紅,熔池表面很亮,容易燒穿、咬邊;
電流合適,容易引燃且電弧穩(wěn)定,飛濺很小,能聽到均勻的劈啪聲,焊縫兩側(cè)圓滑的過渡到母材,表面魚鱗紋很細,焊渣容易敲掉。而在其應(yīng)用方面,又有著復(fù)雜的關(guān)系。
擴展資料
運條方法:
焊條沿軸線向熔池方向送進使焊條熔化后,能繼續(xù)保持電弧的長度不變,因此要求焊條向熔池方向送進的速度與焊條熔化的速度相等。
如果焊條送進的速度小于焊條熔化的速度,則電弧的長度將逐漸增加,導(dǎo)致斷弧;如果焊條送進的速度太快,則電弧長度迅速縮短,焊條未端與焊件接觸發(fā)生短路,同樣會使電弧熄滅。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底