
ز»،¢ڑه»،؛¸µؤ¶¨ءx،¢جطص÷،¢شہي،£
ڑه»،؛¸£¬تات¹سأڑهڑâ×÷é±£×oڑâَwµؤز»·N؛¸½س¼¼ذg،£سض½ذڑهڑâ±£×o؛¸،£
¾حتاشعëٹ»،؛¸µؤضـ‡ْح¨ةدڑهڑâ±£×oڑâَw£¬Œ¢؟صڑâ¸ôëxشع؛¸…^ض®ح⣬·ہض¹؛¸…^¸كœط½ًŒظرُ»¯،£
ئن¹¤×÷شہي£¬¾حتاشعڑهڑâ±£×oدآµؤëٹ»،؛¸£¬ہûسأëٹ»،ںلبغ»¯ؤ¸²ؤ؛حجî³ن½z¶ّذخ³ة½سî^µؤ؛¸½س·½·¨،£ح¨ك^Œ¦؛¸½سëٹء÷،¢؛¸½سثظ¶ب،¢ڑهڑâء÷ء؟ب‚€…¢”µµؤ؟طضئذخ³ةء¼؛أµؤ؛¸؟pظ|ء؟،£ 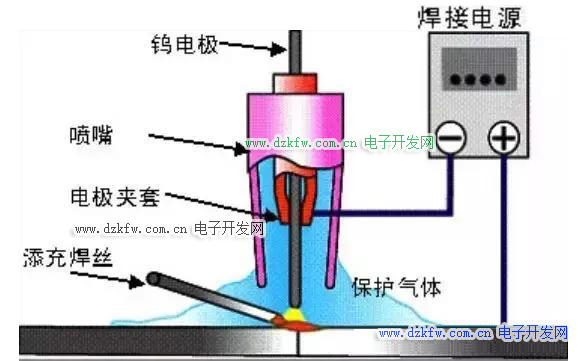
¶،¢ڑه»،؛¸µؤ·ضîگ
ڑه»،؛¸°´صصëٹکOµؤ²»ح¬£¬·ضéبغ»¯کOڑه»،؛¸؛ح·ابغ»¯کOڑه»،؛¸ƒة·N،£
بغ»¯کOڑه»،؛¸ز²¾حتاؤ؟ا°‘ھسأ×îڈVµؤ°ë×ش„س؛¸£¬×ش„س؛¸،£
ëٹ¹¤ض®¼زشع´ثض÷زھضv·ابغ»¯کOڑه»،؛¸£¬ز²¾حتا½¨°²ذذکIح¨³£ت¹سأتض¹¤وuکOڑه»،؛¸،£
·ابغ»¯کOڑه»،؛¸تاëٹ»،شعوu°ô£¨وuلک£©؛ح¹¤¼ض®égب¼ں£¬شع؛¸½سëٹ»،ضـ‡ْء÷ك^ز»·N²»؛ح½ًŒظئً»¯ŒW·´‘ھµؤڑهڑ⣬ذخ³ةز»‚€±£×oڑâصض£¬ت¹وuکO¶ث²؟،¢ëٹ»،؛حبغ³ط¼°àڈ½üںلس°ي‘…^µؤ¸كœط½ًŒظ²»إc؟صڑâضذµؤرُڑâ½سس|£¬ڈؤ¶ّ±ـأâرُ»¯؛حخüتصسذ؛¦ڑâَw،£ڈؤ¶ّذخ³ةء¼؛أµؤ؛¸½س½سî^؛حء¦ŒWذشؤـ،£
ب،¢ڑه»،؛¸µؤ²ظ×÷تض·¨،£
ڑه»،؛¸²ظ×÷ذèزھëpتضإن؛د،¢ضCص{×÷کI،£ز²¾حتاز»تض؟طضئ؛¸½z£¬¸ù“بغ³طµؤ׃»¯اé›r£¬¾ù„ٍµؤŒ¢؛¸½zثحكM£¬ز»تضصئ؟ط؛¸کŒ£¬±£³ض؛¸°رµؤ·€¶¨ذش؛حذذكMثظ¶ب،£
ثح؛¸½zµؤ·½·¨سذƒة·N£¬ز»·Nتاتض³ض؛¸½z²»„س£¬ح¨ك^تض±غµؤ”[„س£¬Œ¢؛¸½zثحبëبغ³ط£¬ك@·N·½·¨كm؛دüc؛¸•r»ٍذèég”à•rµؤ؛¸½س،£
ءيحâز»·Nض¸ہm·¨£¬تاŒ¢؛¸½zٹAشعؤ´ض¸؛حت³ض¸ضذégµؤ£¬؟؟ذ،ض¸؛حںoأûت³×ِض§“خ£¬ح¨ك^´َؤ´ض¸µؤدٍا°زئ„س£¬³ضہm¾ù„ٍµؤŒ¢؛¸½zثحبëبغ³ط£¬ك@·Nثح½z·½·¨كmسأسعéL•rég£¬²»”à»،؛¸½س،£µ«ذèزھ½›ك^²»”àµؤ¾ڑء•£¬صئخصثح½z¼¼اة،¢ثظ¶ب؛حîlآت£¬ڈؤ¶ّك_µ½‘ھسأ×شبç،¢µأذؤ‘ھتضµؤµط²½،£
تض³ض؛¸کŒµؤتض£¬ز»·½أوذè¸ù“بغ³ط׃»¯اé›r£¬¹ـ؟طثظ¶بµؤ؟ىآ£¬ءيز»·½أوذè¸ù“¹¤¼µؤذخ î،¢؛ٌ¶ب،¢تا·ٌسذئآ؟عµبپيكx“ٌك\°ر·½·¨،£
±بب猦سعف^±،¹¤¼£¬ص³£•²ةسأض±¾€؟ىثظك\°ر»ٍض±¾€حùڈحك\°رµؤ·½·¨£¬پيœpةظ¹¤¼تـ¸كœطس°ي‘µؤ•rég،£
Œ¦سعژ§ئآ؟ع؛ٌ±ع؛¸½س•r£¬•²ةسأض®×ضذح»ٍشآرہذحك\°ر·½ت½£¬شِ¼سƒةك…µؤح£îD•rég£¬ك_µ½بغ³طؤـ´©ح¸¹¤¼£¬±£×Cƒب²؟؛¸½سظ|ء؟،£بçˆDضذµؤa؛حb·½·¨،£
Œ¦سعز»ك…تا؛ٌ¹¤¼£¬ز»ك…تاف^±،¼•r£¬„t•²ةسأrذح؛¸·¨£¬¼´شع؛ٌ¼¶ثشِ¼سح£îD•rég£¬شع±،¼¶ث؟ىثظح¨ك^£¬ك_µ½¹¤¼بغ»¯سض²»بغئئ¼´؟ة،£بçˆDضذµؤC·½·¨،£ 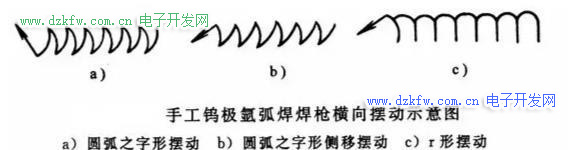
ڑه»،؛¸؛¸½س£¬ضv¾؟µؤتاتضرغµؤضCص{إن؛د£¬ح¨ك^Œ¦ثù؛¸¹¤¼µؤإذ”࣬ص{¹؛دكmµؤëٹء÷£¬كx“ٌ؛دكmµؤك\کŒتض·¨¼°؛دہيµؤك\کŒثظ¶بپي؛¸½س£¬ك@سذ‚€رذٍuكMµؤك^³ج،£
ڑه»،؛¸ذèح¨ك^´َء؟µؤŒچ‘ً¾ڑء•£¬ت¹ëpتضك_µ½؛حضCك\سأ£¬شظح¨ك^رغاçس^²ىبغ³ط׃»¯£¬ك_µ½حêأہ؛¸؟p،£ك@ذèزھز»‚€ك^³جµؤڑv¾ڑ؛ح½›ٍµؤ½Yہغ،£
ثؤ،¢؛¸½z،¢؛¸کŒإc¹¤¼µؤ½ا¶ب
؛¸کŒإc؛¸½z،¢¹¤¼ض®ég±£³ض؛دہيµؤخ»ضأ£¬تاسة±»؛¸¹¤¼µؤذخ î،¢³ك´çزش¼°¹¤×÷ˆِثùµؤ×÷کI—l¼£¬¶à·½أواé›rپي›Q¶¨µؤ،£
سذز»‚€ش„t¾حتا؛دہي£¬±ببç؛¸کŒإc¹¤¼µؤٹA½اج«ذ،£¬ز²¾حتا؛¸کŒƒAذ±¶بج«´َ£¬„t•½µµحڑهڑ⌦بغ³طµؤ±£×o×÷سأ،£
ك^´َ„t•½oثح½zشى³ةہ§ہ@£¬´¹ض±„tز×شِ¸ك¹¤¼œط¶ب£¬ں´©¹¤¼µب،£
؛دہيµؤ؛¸½س½ا¶ببçدآˆDثùت¾£؛ 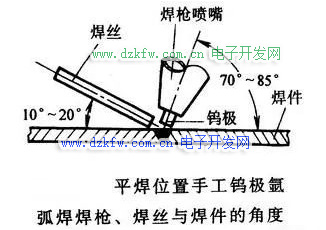
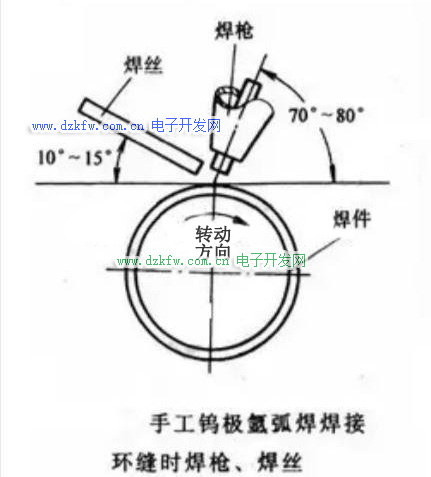
Œ¢کŒ×ى؛ح±»؛¸¹¤¼±£³ضشع70~80¶بٹA½ا£¬؛¸½z±£³ض160~170¶ب×َسزٹA½ا£¬¼ببفز×ثح½z²ظ×÷£¬±مسعرغ¾¦س^²ىبغ³ط׃»¯£¬ز²ؤـ׌ڑهڑâ±£×o·¶‡ْك_µ½کOضء،£
خه،¢سذêPڑه»،؛¸½سµؤئنثüتآي—،£
ڑه»،؛¸½سµؤئً»،؛حد¨»،£¬سذµؤتا؛¸™C±¾تآ×شژ§ئً»،،¢د¨»،¹¦ؤـ،£ض»زھ°´؛¸™Cصfأ÷ب¥²ظ×÷¼´؟ة،£
ك@ہïضvµؤتا¹¤µطةدسذشS¶à؛¸™C²»تاŒ£سأڑه»،؛¸™C£¬¶ّتائصح¨µؤض±ء÷»،؛¸™C،£ك@¾حزھاَ²ظ×÷صكسذتىد¤µؤ²ظ×÷¼¼اة£¬±ـأâزٍز»،؛حد¨»،²»®”شى³ةµؤ؛¸½سب±دف،£
ئً»،سذƒة·N·½·¨£¬ز»·Nتا½سس|ت½ئً»،£¬¾حتاسأ؛¸کŒµؤëٹکO£¨وu°ô،¢وuلک£©ض±½س½سس|¹¤¼£¬ذخ³ة¶جآ·£¬شظر¸ثظجلئًپيئً»،£¬ك@·Nز×ت¹وuکOî^تـ‚û£¬ذخ³ة‚م س°ي‘؛¸½سذ§¹û،£
ءيز»·Nتا„²ءت½ز»،·¨،£تادبŒ¢؛¸کŒ·إشع؛دكmµؤخ»ضأ£¬سة³ض؛¸½zµؤتض£¬Œ¢؛¸½z؟ىثظµؤ„²ءوuکO£¬زب¼ëٹ»،،£ك@·N·½·¨Œ¦وuکO‚û؛¦ذ،£¬²»•ذخ³ة‚م îëٹکO،£µ«ذèزھ؟ىثظœت´_£¬ذè½›ك^·´ڈح¾ڑء•پيصئخص،£
د¨»،„tذèزھشع؛¸½سحê³ة؛َ£¬؟ىثظµؤŒ¢؛¸کŒدٍا°ك\„س£¬œpةظ¹¤¼¸كœطس°ي‘؛َ£¬؟ىثظحد„س؛َجل¸كکŒ°رد¨œç،£؟ةœpةظ¼±ہن®aةْµؤ؟s؟׌¦¹¤¼µؤس°ي‘،£
ضءسعبç؛خس^²ىبغ³ط£¬شُکسجي¼س؛¸½zµب؛¸½س¼¼ؤـتض·¨£¬ز²¶¼زھح¨ك^´َء؟µؤŒچ‘ً¾ڑء•پي·eہغجل¸ك
 ·µ»طي”²؟
·µ»طي”²؟ ث¢ذآي“أو
ث¢ذآي“أو دآµ½ي“µ×
دآµ½ي“µ×