

仰焊是四種焊接位置中焊接操作最困難的一種,仰焊時熔化的金屬因重力作用容易下墜,使熔滴過渡和焊縫成形困難,電焊仰焊焊好的方法如下:
1、仰焊時,必須注意盡可能地采用最短的弧長施焊,使熔滴金屬在很短的時間內(nèi)由焊條過渡到熔池中去,促使焊縫成形。
2、仰焊時焊條直徑和焊接電流比平焊時小,以減少焊接熔池的面積,使焊縫容易成型。
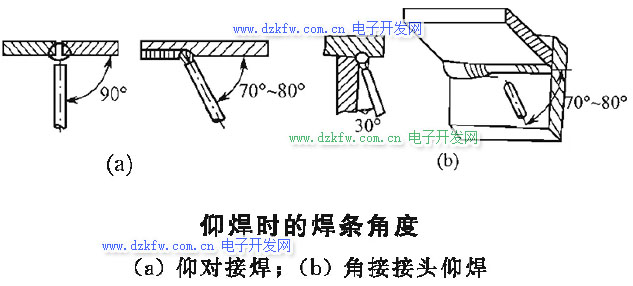
3、施焊時焊條與焊縫兩側(cè)應成90°夾角,與焊接方向保持80°~90°夾角,在整個焊接過程中,焊條要保持在上述位置均勻地運條,運條的手法可采用直線形和直線往復形。
4、仰焊時一定要注意保持正確的操作姿勢,焊接點不要處于人的正上方,應為上方偏前,且焊縫偏向操作人員的右側(cè),仰焊的焊條夾持方式與立焊相同。

酸性焊條可用交流、直流焊接電源,適用于各種位置的焊接。厚度<4mm的板材,對線時應留2mm~3mm的空隙,而且板材間隙中應清除雜質(zhì)。在焊接電流物質(zhì)基礎調(diào)節(jié)上,電流不應過小,應在90A~100A之間,否則得不到足夠的熔深而且電弧也不穩(wěn)定,難以保證焊縫質(zhì)量。
焊縫下面容易形成焊瘤,背面則會出現(xiàn)內(nèi)凹缺陷,同時在施焊中還常發(fā)生熔渣超前現(xiàn)象,因此在運條方面,仰焊比平焊、立焊、橫焊的難度大,也更難掌握。
焊接各層的電流調(diào)節(jié)上變化不是太大,而且在仰焊時,無論采用哪種運條方法,均應形成較薄的焊道。焊縫表面要平直,不允許出現(xiàn)凸型,以保證焊縫工藝要求及外觀質(zhì)量
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底