
焊接基礎知識:
焊接是使金屬連接的一種方法。它利用加熱手段,在兩種金屬的接觸面,通過焊接材料的原子或分子的相互擴散作用,使兩種金屬間形成一種永久的牢固結合。利用焊接的方法進行連接而形成的接點叫焊點。

焊接要素:
1.焊接母材的可焊性;2.焊接部位清潔程度;3.助焊劑;4.焊接溫度和時間
焊錫的最佳溫度:
250±5ºC,最低焊接溫度為240ºC。溫度太低易形成冷焊點。高于260ºC易使焊點質量變差。
焊接的最佳時間:
完成潤濕和擴散兩個過程需2~3S,1S僅完成潤濕和擴散兩個過程的35%。一般IC、三極管焊接時間小于3S,其他元件焊接時間為4~5S。

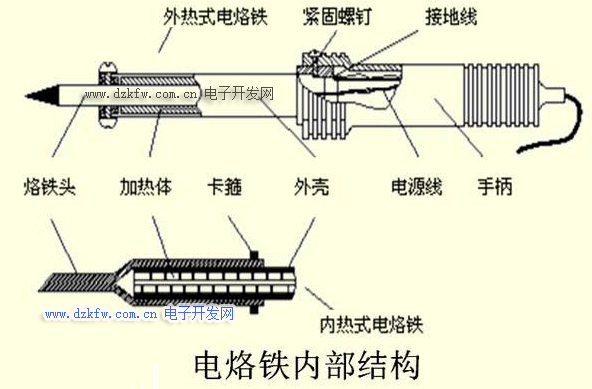
電烙鐵按照發熱形式分類:
內熱式和外熱式
電烙鐵按照溫度控制方式分類:
普通電烙鐵;調溫電烙鐵;恒溫電烙鐵

內熱式電烙鐵有耗電省、體積小、重量輕、發熱快等優點,額定功率有20W,25W兩種,適合焊接小電子裝置,如半導體收音機等。

外熱式電烙鐵
外熱式電烙鐵的額定功率有25W、30W、45W、75W、300W等。
如果電烙鐵功率選擇過大會燙壞元器件;功率選擇過小會出現虛焊或焊錫熔化困難的現象。
焊接材料(分為焊料和焊劑):
焊料為易熔金屬,手工焊接所使用的焊料為錫鉛合金。具有熔點低、機械強度高、表面張力小和抗氧化能力強等優點。
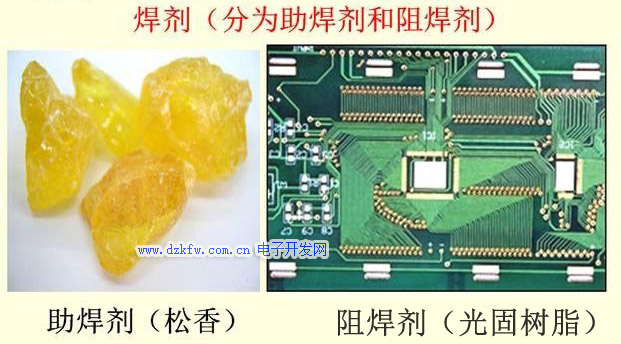
助焊劑的作用是清除金屬表面氧化物,硫化物、油和其它污染物,并防止在加熱過程中焊料繼續氧化。同時,它還具有增強焊料與金屬表面的活性、增加浸潤的作用。
(1)有清洗被焊金屬和焊料表面的作用。
(2)熔點要低于所有焊料的熔點。
(3)在焊接溫度下能形成液狀,具有保護金屬表面的作用。
(4)有較低的表面張力,受熱后能迅速均勻地流動。
阻焊劑是一種耐高溫的涂料,其作用是保護印制電路板上不需要焊接的部位。
阻焊劑的種類:
熱固化型阻焊劑; 紫外線光固化型阻焊劑(光敏阻焊劑); 電子輻射固化型阻焊劑
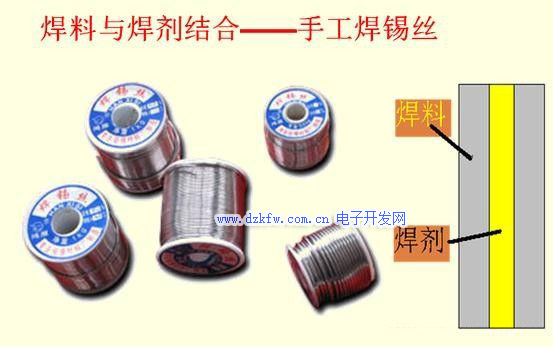
焊錫絲是手工焊接用的焊料。焊錫絲是管狀的,由焊劑與焊錫制做在一起,在焊錫管中夾帶固體焊劑。焊劑一般選用特級松香為基質材料,并添加一定的活化劑,如鹽酸二乙胺等。錫鉛組分不同,熔點就不同。
常用的焊錫絲如Sn63Pb37,熔點183℃,Sn62Pb36Ag2,熔點179℃。管狀焊錫絲的直徑的0.2、0.3、0.4、0.5、0.6、0.8 、1.0 等多種規格。焊接穿孔元件可選用0.5、0.6 的焊錫絲。
1、電烙鐵的選擇
合理地選用電烙鐵,對提高焊接質量和效率有直接的關系。如果使用的電烙鐵功率較小,則焊接溫度過低,使焊點不光滑、不牢固,甚至焊料不能熔化,使焊接無法進行。如果電烙鐵的功率太大,使元器件的焊點過熱,造成元器件的損壞,致使印制電路板的銅箔脫落。
2、鍍錫
(1) 鍍錫要點:鍍件表面應清潔,如焊件表面帶有銹跡或氧化物,可用酒精擦洗或用刀刮、用砂紙打磨。
(2)小批量生產時:鍍焊可用錫鍋。用調壓器供電,以調節錫鍋的最佳溫度。
(3)多股導線鍍錫:多股導線鍍錫前要用剝線鉗去掉絕緣皮層,再將剝好的導線朝一個方向旋轉擰緊后鍍錫,鍍錫時不要把焊錫浸入到絕緣皮層中去,最好在絕緣皮前留出一個導線外徑長度沒有錫,這有利于穿套管。

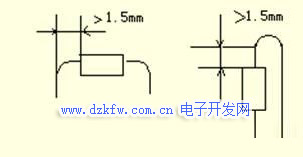
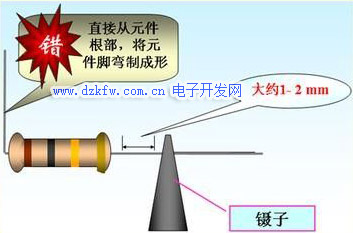
3、元器件引線加工成型
元器件在印制板上的排列和安裝有兩種方式,一種是立式,另一種是臥式。元器件引線彎成的形狀應根據焊盤孔的距離不同而加工成型。加工時,注意不要將引線齊根彎折,一般應留1.5mm以上,彎曲不要成死角,圓弧半徑應大于引線直徑的1~2倍。并用工具保護好引線的根部,以免損壞元器件。同類元件要保持高度一致。各元器件的符號標志向上(臥式)或向外(立式),以便于檢查。

4、常用元器件的安裝要求
(1)晶體管的安裝:在安裝前一定要分清集電極、基極、發射極。元件比較密集的地方應分別套上不同彩色的塑料套管,防止碰極短路。對于一些大功率晶體管,應先固定散熱片,后插大功率晶體管再焊接。
(2) 集成電路的安裝:集成電路在安裝時一定要弄清其方向和引線腳的排列順序,不能插錯。現在多采用集成電路插座,先焊好插座再安裝集成塊。
(3)變壓器、電解電容器、磁棒的安裝:對于較大的電源變壓器,就要采用彈簧墊圈和螺釘固定;中小型變壓器,將固定腳插入印制電路板的孔位,然后將屏蔽層的引線壓倒再進行焊接;磁棒的安裝,先將塑料支架插到印制電路板的支架孔位上,然后將支架固定,再將磁棒插入。
5.焊接的注意事項
(1)焊接前注意檢查電烙鐵的外部電源線是否松動、破損,烙鐵頭是否松動,吸錫面是否光潔;檢查是否短路、開路、接觸不良以及漏電。
(2) CMOS電路焊接時,要求電烙鐵應良好接地。
(3)電烙鐵頭氧化和缺損應用時處理,用銼刀銼平整、光潔,此時禁止帶電操作。銼好后迅速通電,及時上松香和焊錫,防止烙鐵頭再次發生氧化。(4)控制焊接時間和溫度,以焊料流暢、焊點光滑為宜,長時間不使用電烙鐵應斷電停止加熱或降壓加熱。
(5)注意保持烙鐵頭有- -定量焊錫橋,增大焊接的傳熱效率,同時保護烙鐵頭不被氧化。
(6)保持烙鐵頭的清潔,可蘸松香或用紗布清理。
(7)焊接時,注意不要反復地纏繞烙鐵的電源線,以免接線端扭斷,造成斷路或開路;不允許摔動電烙鐵,防止焊錫和烙鐵頭飛出造成事故,以及電源短路;也不能敲擊電烙鐵,避免烙鐵頭損傷、烙鐵芯損壞和產生噪音。(8)焊接時要保持平穩,不能抖動,以免影響焊接質量造成虛焊、假焊。
一、焊接前的準備工作:
安裝元器件時應注意:安裝的元器件字符標記方向一致,并符合閱讀習慣,以便今后的檢查和維修。穿過焊盤的引線待全部焊接完后再剪斷。
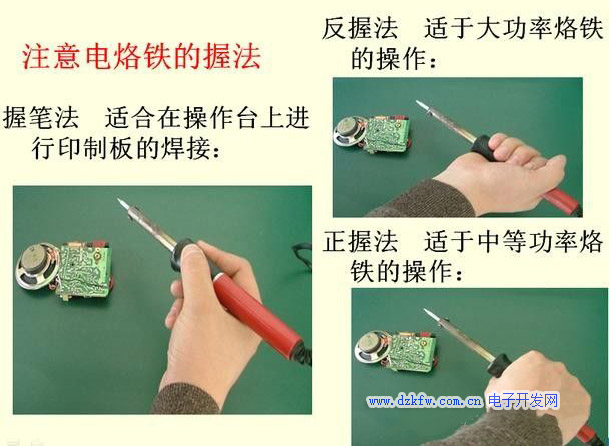
1、電烙鐵的握法
為了人身安全,一般電烙鐵離開鼻子的距離 通常以30cm為宜。電烙鐵拿法有三種。反握法動作穩定,長時間操作不宜疲勞,適合于大功率烙鐵的操作。正握法適合于中等功率烙鐵或帶彎頭電烙鐵的操作。一般在工作臺上焊印制板等焊件時,多采用握筆法。

2、焊接步驟
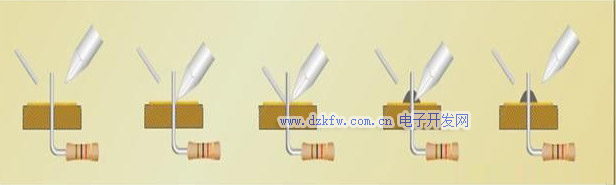
五步焊接法:
(1)準備施焊:烙鐵頭和焊錫靠近被焊工件并認準位置,處于隨時可以焊接的狀態,此時保持烙鐵頭干凈可沾上焊錫。
(2)加熱焊件:將烙鐵頭放在工件上進行加熱,烙鐵頭接觸熱容量較大的焊件。
(3)熔化焊錫:將焊錫絲放在工件上,熔化適量的焊錫,在送焊錫過程中,可以先將焊錫接觸烙鐵頭,然后移動焊錫至與烙鐵頭相對的位置,這樣做有利于焊錫的熔化和熱量的傳導。此時注意焊錫一定要潤濕被焊工件表面和整個焊盤。
(4)移開焊錫絲:待焊錫充滿焊盤后,迅速拿開焊錫絲,待焊錫用量達到要求后,應立即將焊錫絲沿著元件引線的方向向上提起焊錫。
(5)移開烙鐵:焊錫的擴展范圍達到要求后,拿開烙鐵,注意撤烙鐵的速度要快,撤離方向要沿著元件引線的方向向上提起。
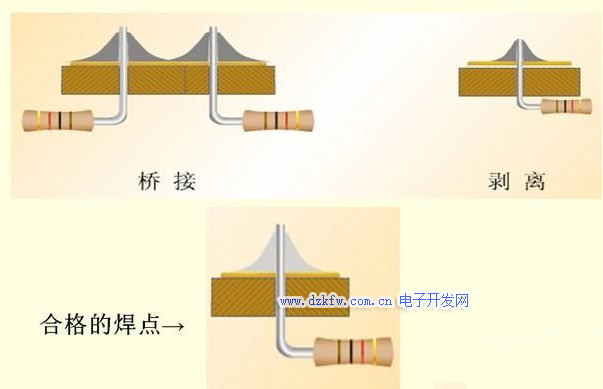
二、焊點合格的標準
(1)焊點有足夠的機械強度:為保證被焊件在受到振動或沖擊時不至脫落、松動,因此要求焊點要有足夠的機械強度。
(2)焊接可靠,保證導電性能:焊點應具有良好的導電性能,必須要焊接可靠,防止出現虛焊。
(3)焊點表面整齊、美觀:焊點的外觀應光滑、圓潤、清潔、均勻、對稱、整齊、美觀、充滿整個焊盤并與焊盤大小比例合適。

三、焊接質量的檢查
1、 目視檢查:就是從外觀上檢查焊接質量是否合格,有條件的情況下,建議用3~10倍放大鏡進行目檢,目視檢查的主要內容有:
(1)是否有錯焊、漏焊、虛焊。
(2)有沒有連焊、焊點是否有拉尖現象。
(3)焊盤有沒有脫落、焊點有沒有裂紋。
(4)焊點外形潤濕應良好,焊點表面是不是光亮、圓潤。
(5)焊點周圍是無有殘留的焊劑。
(6)焊接部位有無熱損傷和機械損傷現象。
2、手觸檢查:在外觀檢查中發現有可疑現象時,采用手觸檢查。主要是用手指觸摸元器件有無松動、焊接不牢的現象,用鑷子輕輕撥動焊接部或夾住元器件引線,輕輕拉動觀察有無松動現象。

 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底