
1、系統元件I/O分配表
根據分析,可得plc控制系統的輸入輸出點分配

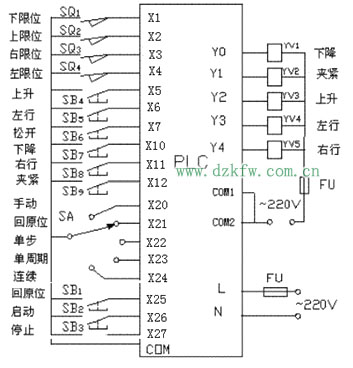
2、繪制PLC硬件接線圖及硬件連接
根據I/O分配表,可畫出PLC的外部接線示意圖。
二、系統的軟件設計
運用步進指令編寫機械手順序控制的程序比用基本指令更容易、更直觀。在機械手的控制系統中,手動和回原點工作方式用基本指令很容易實現,故手動和回原點工作方式用基本指令編寫,自動工作方式用步進指令編寫。
機械手控制系統的程序總體結構如圖所示,分為公用程序、自動程序、手動程序和回原點程序等四部分。其中自動程序包括單步、單周期和連續運行的程序,由于它們的工作順序相同,所以可將它們合編在一起。
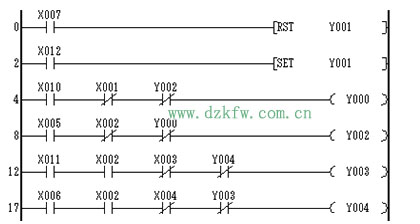
手動程序如圖2所示,用X5~X12對應的機械手的上下、左右移和夾鉗松緊的按鈕,按下不同的按鈕,機械手執行相應的動作。
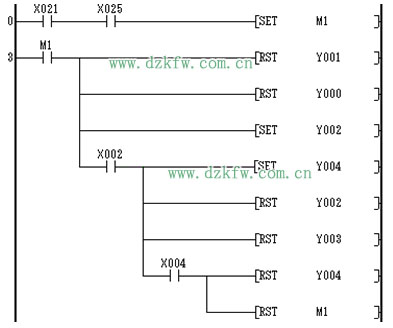
如圖3為回原點程序,在系統處于回原點狀態時,按下回原點按鈕(X25為ON),機械手松開并上升,當上升到上限位,機械手左移直到碰到左限位開關才停止。
公用程序如圖4所示,當執行但不工作方式時,X22為ON,特殊輔助繼電器M8040為ON,為禁止轉移狀態。假設系統處于初始狀態,當按下啟動按鈕,系統開始以單步工作方式運行,在完成某一步的動作后必須按一次啟動按鈕,系統才能進入下一步。
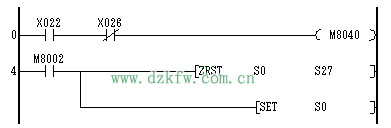
圖3 機械手公用程序
圖4為機械手的自動連續運行狀態轉移圖。每一狀態對應機械手的一個工序。根據狀態轉移圖很容易畫出對應的步進梯形圖。
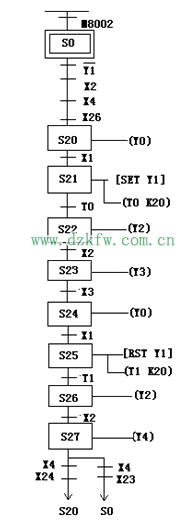
圖 機械手自動單周期/連續運行的狀態轉移圖
三、系統調試運行
1、按照圖連接好PLC的輸入和輸出;
2、輸入梯形圖,并將程序下載到PLC。
3、將PLC運行開關打到RUN,運行程序。
5、操作控制按鈕,觀察運行結果。
6、分析程序運行結果,編寫相關技術文件。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底