
在實際項目中,必不可少的是通過小車進行運送貨物或物料,這是項目中一部分,那么如何通過西門子S7-200SMART PLC及昆侖通態MCGS共同設計完成送卸料小車往返運動呢?接下來,進入技成自動化每日帶你擴大工控知識面。
首先了解一下自動往返小車的原理
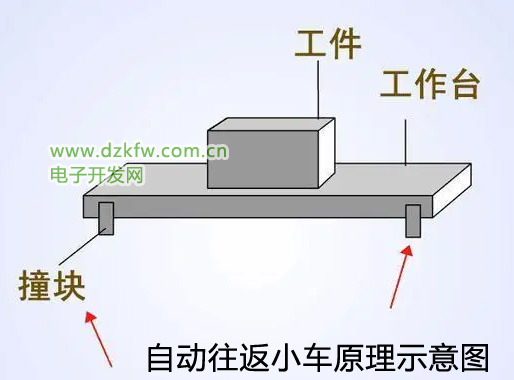
工作臺在左右一條線上自動往返運行,底部有撞塊,到達左邊的限位時自動變為右行,碰到右邊的限位自動變為左行,直到我們按下停止按鈕工作臺才會停下來。
自動往返
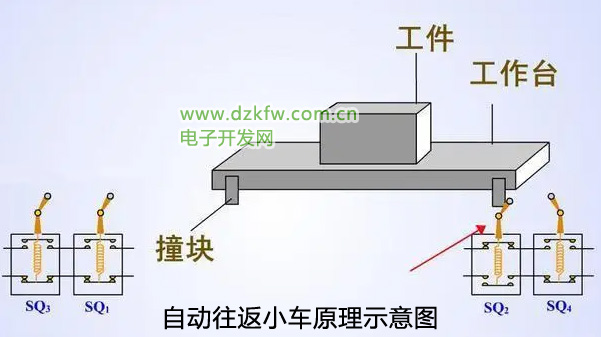
需要用到四個限位開關,中間的SQ1和SQ2是左右切換運行的限位開關,而SQ3和SQ4是極限保護開關,例如:當SO2損壞或者失靈時,撞塊就會撞壞SQ2直接撞到SQ4,這時候SQ4極限保護開關會自動切斷右行的電路,防止電機繼續運行越位。
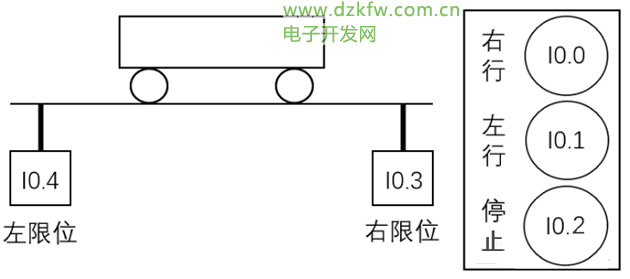
送料小車在運行最左端裝料,經過4s后,裝料結束,小車向右運行,在最右端停下卸料,4s后反向向左運行,到達最左端后,重復以上動作,以此循環自動運行。
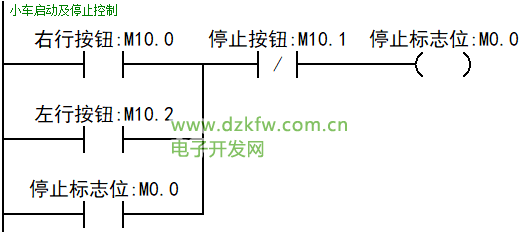
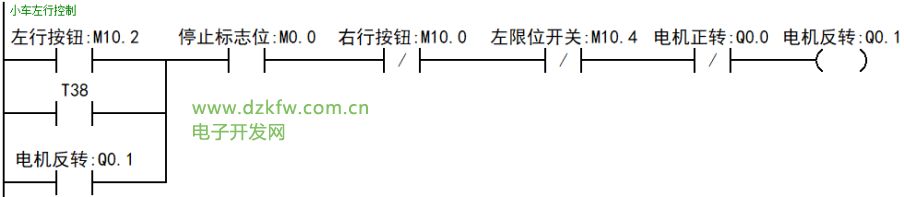
第一步:(小車啟動并停止控制)
第二步:(小車向右運行控制)

第三步:(小車向左運行控制)
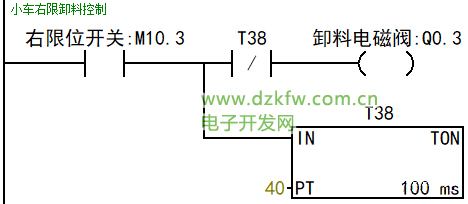
第四步:(小車到達右限位開始卸料4s后向左行走)
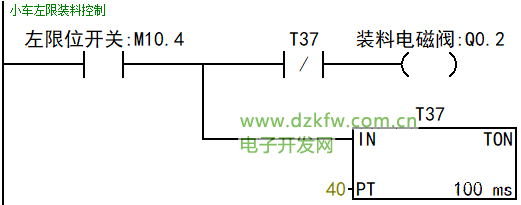
第五步:(小車到達左限位開始裝料4s后向右行走)
第六步:(重復循環以上動作)
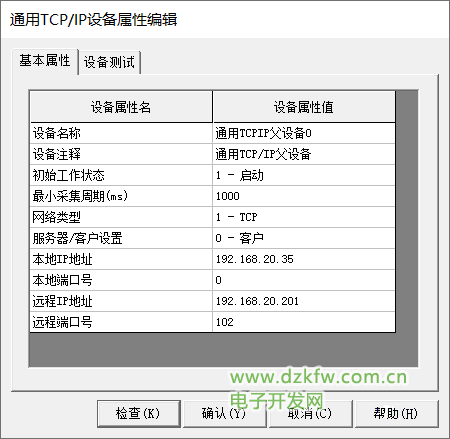
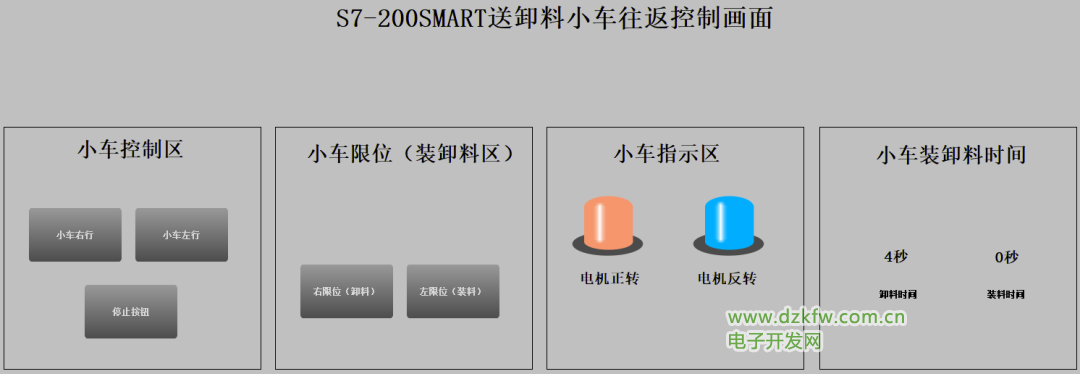
三、人機界面HMI(昆侖通態MCGS)畫面設計第一步:(設置電腦/PLC/或實際觸摸屏IP地址)需在同一個網段
第二步:(創建PLC變量地址)需與PLC地址一致

第三步:(畫面設計)
小車裝料運行

小車卸料運行
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底