
各位朋友們大家好,前幾天,接到這樣的一個項目,有一臺縫紉機,需要主軸電機一直轉,每轉一圈電機從最高的位置扎下,扎到布上面,然后上升到最高,一臺步進電機拉動布條往前走一小格,(在針插下去時要動作完成)不斷循環這兩個過程,走出如下圖所示的縫線。
這個案例的難點在于速度的調節,主軸電機的速度非常快(現場是3000轉/分鐘),需要縫紉針插下之前,布條移動完畢,不能在針插下時拉動布條。(這個動作其實做了簡化的,實際項目有4個步進電機,更加復雜)
一、方案A
使用相對定位指令,通過編下面的碼器記錄主軸電機的角度,大于對應角度時,觸發對應相對定位,定位的速度要非常快。
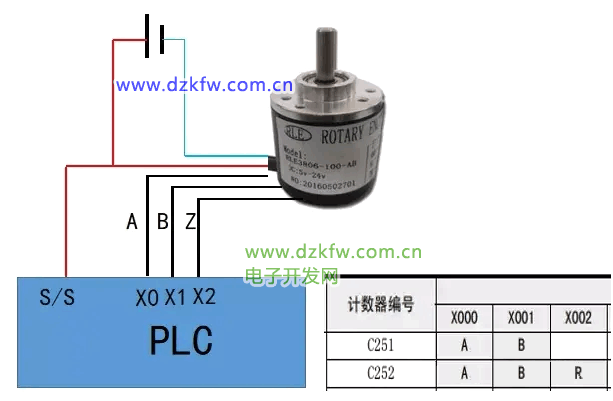
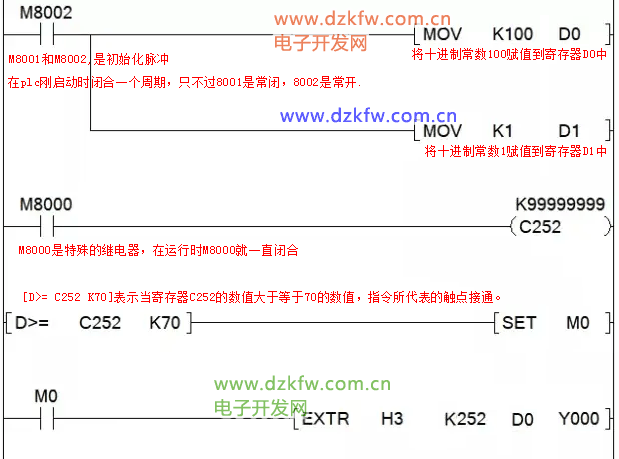
通過調試,讓縫紉機轉到最高位時,編碼器會感應到X2,此時高速計數器會清空;此時,可以觀察到,主軸轉動到針剛離開布面時,C251內部的值是70,我們寫程序就可以用這個信號,觸發定位的控制程序,D0由其他程序指令移動的位移量,程序如下圖:
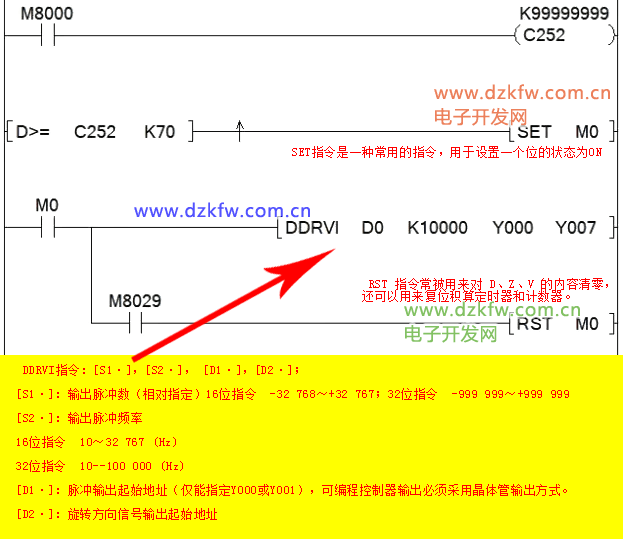
問題點:這種做法有一個弊病,步進電機動作過快會產生慣性,導致拉出的長度不均勻。
所以這種案例最好使用同步的功能,就是主軸電機每轉動一定角度,拉布的電機安裝一定比例,走一定的角度。
使用同步功能,一般的控制器是不具備這樣的功能。拿三菱的控制器來說,要使用5U或者Q系列的控制器,購買對應的運動控制卡;這樣的成本太高了,對于縫紉機這樣一臺小型的設備來說,成本劃不來。
二、方案B
可以購買國產的工控板,工控板性價比高,在國內小型設備應用非常多;而且隨著自動化行業的飛速發展,很多工控板的性能全部超越原裝的三菱品牌的(只不過在穩定性方向暫時還沒辦法媲美正品三菱和西門子),所以只需要找到一款帶有同步功能的工控板就能解決這個問題。
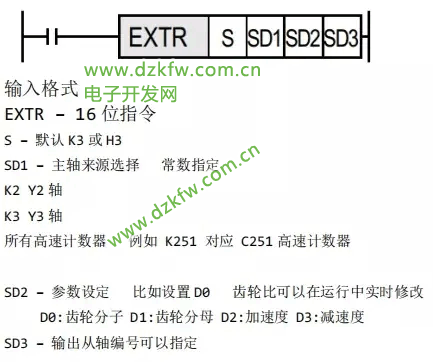
根據該模塊手冊里面的描述,可以對程序進行優化,步進電機跟隨C252(即主軸)動作而動作,可以給它設定一個比例(齒輪分子/齒輪分母),比如希望高速計數器1個脈沖,對應步進電機走100個脈沖,可以編寫以下程序:
這樣從軸步進電機就能跟隨主軸的動作,實時轉動對應角度,運行起來更加絲滑。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底