
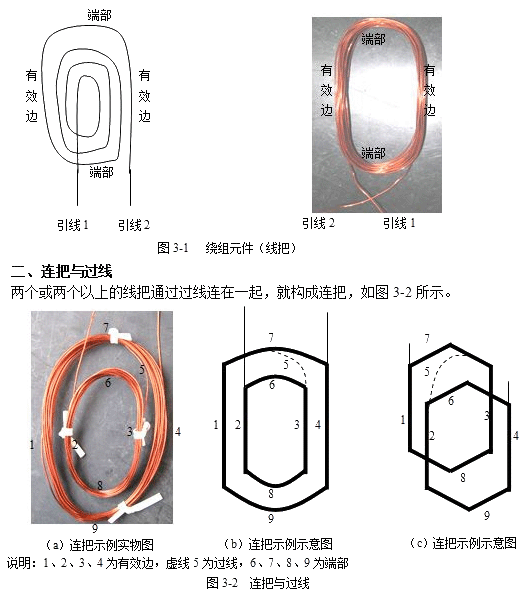
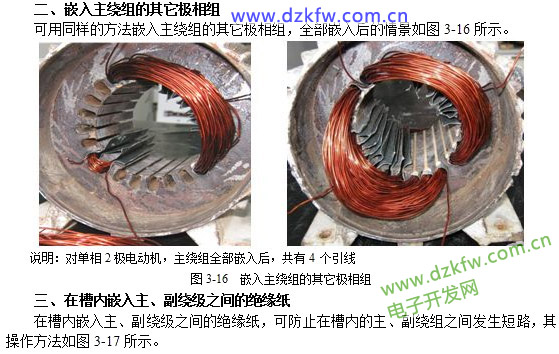
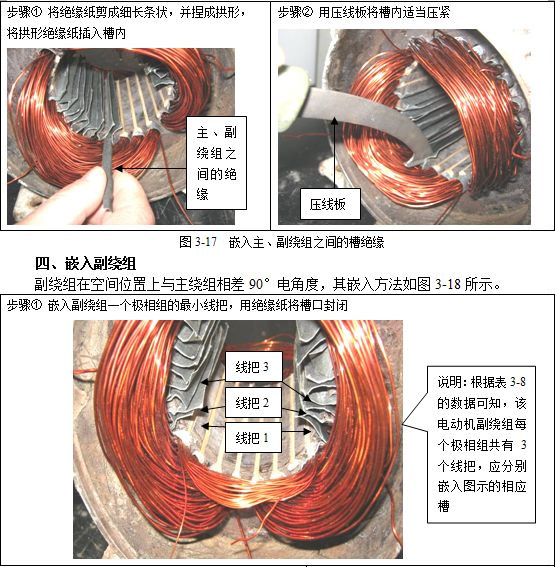
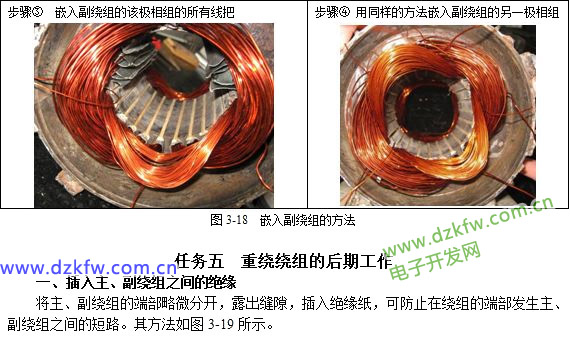
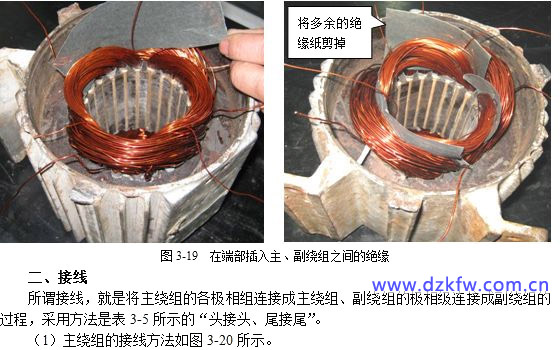
知識點一畫嵌線圖涉及的基本概念一、繞組元件(線把)
就是用外表絕緣的導線繞制多匝而形成的單個線圈(為了避免與線圈組相混淆,本書在后續章節都將單個線圈叫做線把)。線把由以下三部分組成:
(1)有效邊:嵌入鐵心槽內的直線部分稱有效邊,一個繞組元件有兩個有效邊,是產生能量轉換的有效部分;
(2)端部:在線把嵌裝后處于鐵心兩端槽外、連接兩有效邊的部分,叫線把的端部;
(3)引線:繞制線把后的首、尾線頭,也是不同線把的連接點。
線把的各組成部分如圖3-1所示。
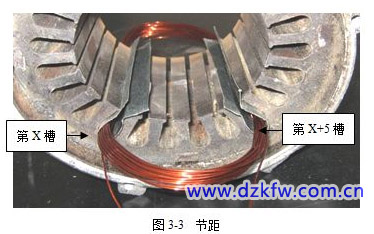
三、極相組
對單相異步電動機,構成主繞組(或副繞組)一個磁極的所有線把通過過線連接后的整體,叫做主繞組(或副繞組)的一個極相組。每個極相組都有兩個引線,一個叫首,另一個叫尾。將主繞組(或副繞組)的所有極相組按一定的規律連接,就構成了主繞組(或副繞組)。
四、極距(τ)
極距是指定子鐵心內圓磁極與磁極之間的距離,或者每個磁極所占圓周表面的范圍。極距的大小一般用其所占的槽數來表示。
例如4極36槽電動機繞組的極距是:36槽÷4=9槽,即所占圓周表面的范圍是從第1 槽~第10槽(或從第x槽~第x+9槽)。
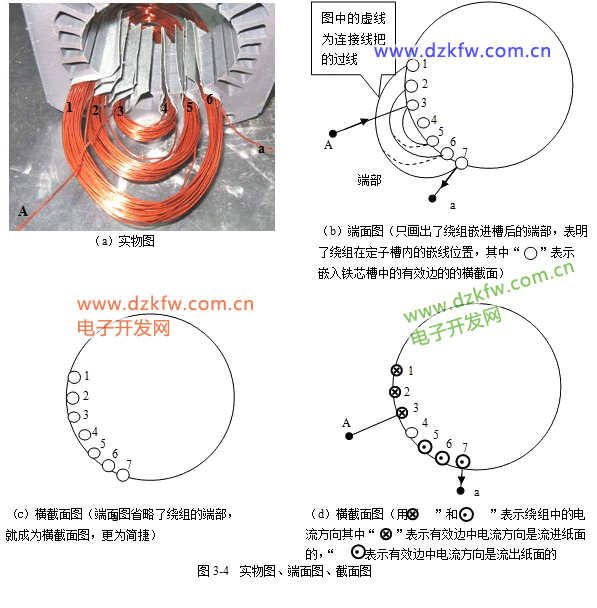
五、節距(y )
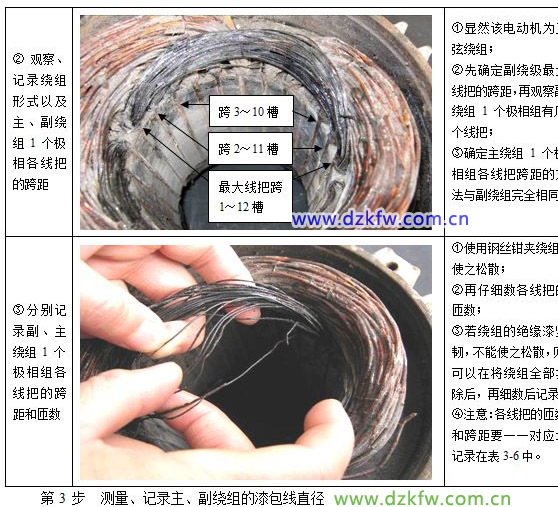
節距又叫跨距,是指嵌入電動機槽內的1 個線把的兩個有效邊之間的槽距(一般用槽數表示,它接近或等于電動機的極距),如圖3-3所示的最大的線把跨1~6槽,節距為5。即若設線把的節距為x,則該線把跨x槽~x+5槽。
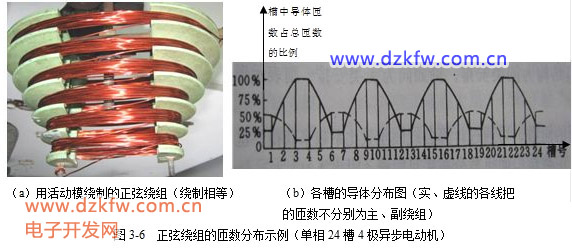
六、繞組的實物圖、端面圖、截面圖
為了輕松看懂繞組的分布規律圖(即嵌線圖),需要將繞組的端面圖、截面圖(后續章
節所畫的嵌線圖普遍采用了端面圖和橫截面圖)與繞組的實物圖對照認識,并能相互聯想。
某電機的一個極相組的實物圖、端面圖和截面圖如圖3-4所示(假設圖a中某時刻電流從A
流進,從a流出)
知識點二單相電容式異步電動機繞組的常用類型一、同心式繞組
同心式繞組的每個極相組是由幾個以磁極中心為軸線而跨距不同的線把串聯組成的,如圖3-5所示。

同心式繞組具有以下規律:
(1)匝數規律:同心式繞組各線把具有相同的匝數;
(2)繞組所占槽數規律:對電容啟動型電動機,主繞組占據定子總槽數的2/3,副繞組占定子總槽數的1/3,電容運轉型電動機主、副繞組所占據的定子槽數相等。
一般來說,同心式繞組存在著端部相對較長,耗用導線相對較多等缺點,但繞組的極相組排列清晰分明,接線不易弄錯。
二、正弦繞組
為了改善電動機的啟動和運行性能,要盡量使旋轉磁場沿氣隙圓周按正弦波形分布。正弦繞組能較好地滿足該要求,因而應用最廣。正弦繞組具有如下特點:
(1)匝數規律:正弦繞組一般都采用同心式結構,且一個極相組內的各線把的匝數不相等,且在各槽中的匝數是按正弦規律分配的。當電流流過各相繞組時,該相繞組建立的磁場在空間的分布就接近正弦波形,所以將這種結構的繞組稱為正弦繞組。如圖3-6所示。
(2)繞組所占槽數規律:采用正弦繞組后,電動機的主繞組和副繞組所占定子槽數,就不再和同心式一樣按2 :1 或1:1的比例分配了。每槽并不只嵌入主繞組或只嵌入副繞組的一個有效邊,同一個槽內可以同時嵌有主繞組和副繞組的兩個有效邊,其中主繞組的有效邊嵌在槽內的下層,副繞組的有效邊嵌在槽內的上層,上、下層之間墊入絕緣紙隔開。
(3)正弦繞組的常用分布方案:為了更具體地了解正弦繞組在各槽中的匝數是按正弦規律分布的,下面介紹常用分布方案(部分),見表3-1。
(3)正弦繞組的常用分布方案:為了更具體地了解正弦繞組在各槽中的匝數是按正弦規律分布的,下面介紹常用分布方案(部分),見表3-1。
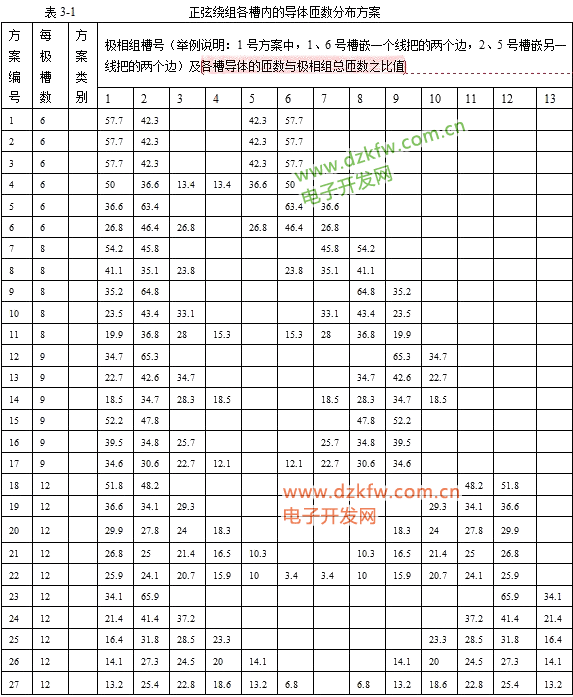
典型示例:某24槽4極單相電機,主繞組每極224匝,副繞組每極124匝。其分布方案如下:
由于每極槽數為6,由表3-1可知共有4種分布方案,為了獲得較理想性能,主繞組選方案6,副繞組選方案5。主、副繞組各線把的跨距和匝數見表3-2。
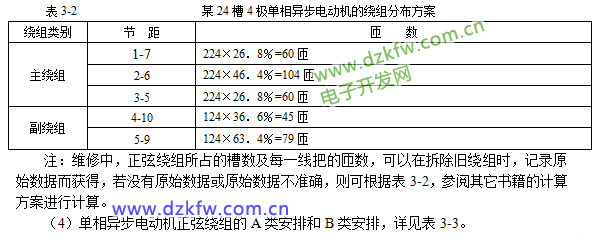
注:維修中,正弦繞組所占的槽數及每一線把的匝數,可以在拆除舊繞組時,記錄原始數據而獲得,若沒有原始數據或原始數據不準確,則可根據表3-2,參閱其它書籍的計算方案進行計算。
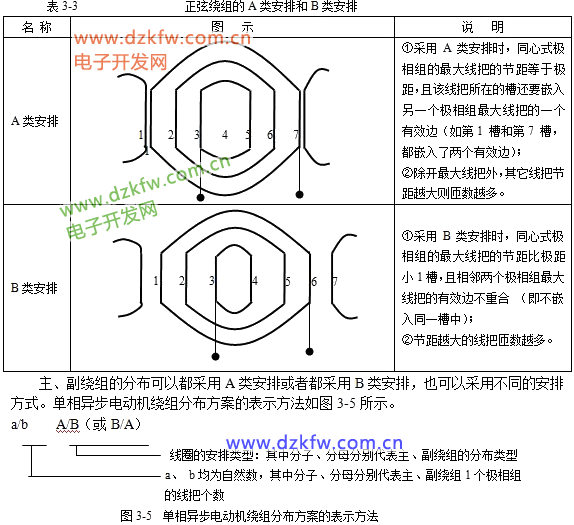
(4)單相異步電動機正弦繞組的A類安排和B類安排,詳見表3-3。
二、項目基本技能任務一學會畫單相異步電動機繞組的嵌線圖一、畫嵌線圖的依據
單相異步電動機單層繞組的嵌線圖,是根據以下兩個規律畫出的:
二、畫嵌線圖的方法示例
同心式繞組和正弦繞組的嵌線圖畫法基本相同,現以單相24槽4極電容啟動式電動機的同心式繞組為例進行介紹,詳情如下:
第1步確定主、副繞組各占的槽數
由于啟動型電動機主繞組占總槽數的2/3,副繞組占總槽數的1/3,所以主繞組占16槽,副繞組占8槽;
第2 步確定主、副繞組各自的極相組數和每個極相組包含的線圈數
由于是4極電動機,所以主、副繞組各有4個極相組。主繞組的每個極相組共占4槽,有2個線把,副繞組的每個極相組占2槽,有1 個線把。
第3步確定主、副繞組的節距
用總槽數除以磁極數,得到極距,極距減去1,可得單相同心式繞組最大線圈的節距。單相24槽4極電容啟動式電動機,極距為6槽,最大線圈節距為5槽(跨1~6槽)。
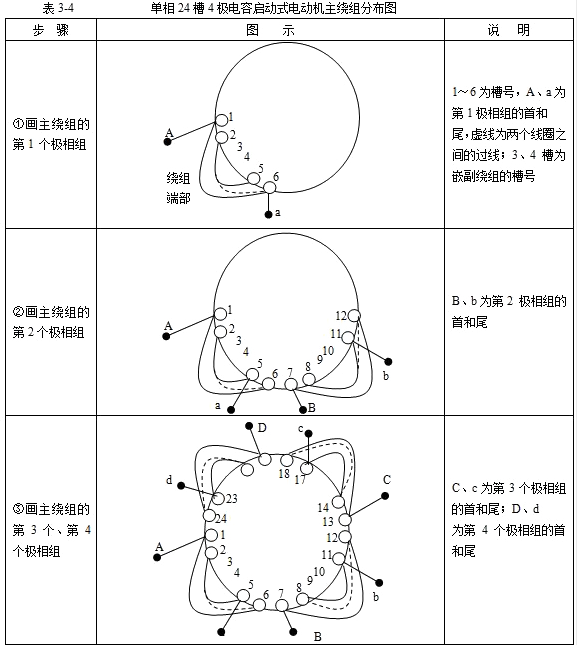
第4步畫出主繞組分布圖,見表3-4。




冷拆法注意事項:
(1)要將沖子端部的橫截面制成與槽口基本相似的形狀;
(2)沖子的粗細程度也要與槽口相吻合,若太粗,則容易將硅鋼片打拆、打損或者擠壓槽孔,使鐵芯齒部變形;若太細,既不容易將槽中漆包線打出,沖子也容易被卡在槽內。
2.冷拉法
冷拉法適用于拆除個別燒壞的繞組。方法是先用廢鋼鋸條制成的刀片或其它刀具將竹楔破開,將竹楔從槽中拉出。再將導線分成數組,一組一組從槽口拉出。
3.熱拆法
熱拆法適用于繞組局部繞壞及槽滿率較高的電動機,因為這類繞組較堅韌,不容易用冷拆法將繞組打出。其方法有兩種:
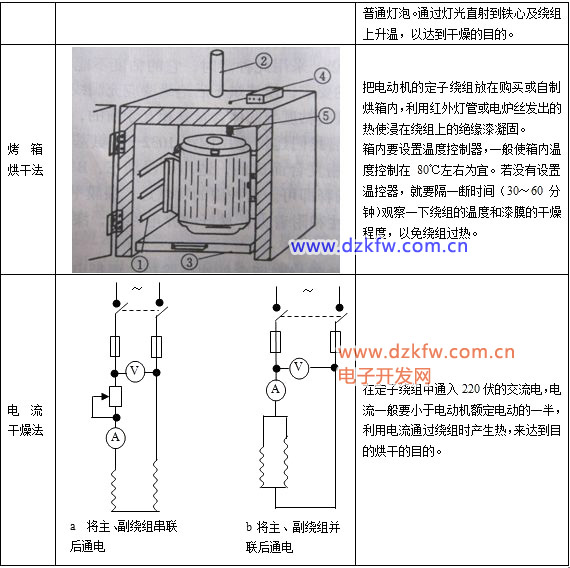
(1)烘箱加熱法:先用斜面鏨子鏨切定子一端的繞組(與冷拆法相同),加熱前須將接線板等易損件拆下,以防烤壞。然后將定子放在烘箱內加熱(溫度一般不要超過絕緣等級所對應的最高承受溫度,更不能用火燒,以免定子鐵芯的性能變差),使繞組的絕緣漆軟化,再用手錘和沖子將槽內繞組逐步打出,或用專用拉線機將槽內的繞組拉出。
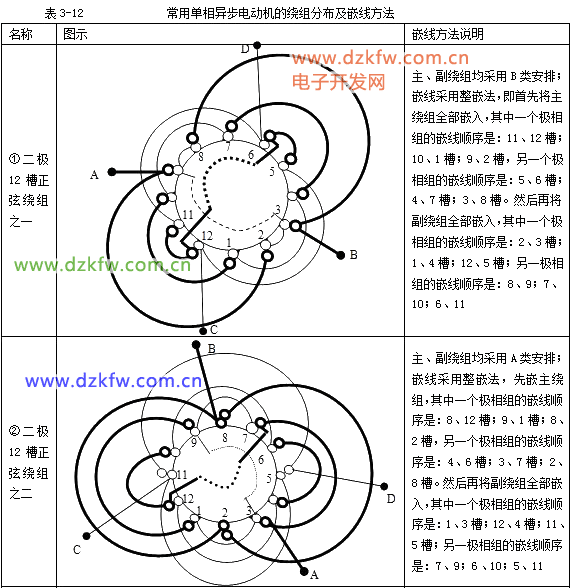
(2)通電加熱法:用三相調壓器或電焊變壓器二次繞組給定子繞組通入低壓大電流,電流的大小可調到額定電流的3倍左右,使繞組溫度逐漸升高,待繞組絕緣軟化時,停止通電,迅速退出槽楔,拆除舊繞組。這種方法較適宜大、中型電動機的繞組拆除。但對繞組內部斷路或嚴重短路的電動機,不能采用此法。
1.溶劑法
一般用于拆除1KW小型電動機的定子繞組。常用的溶劑配方丙酮50%、甲苯45%、石蠟5%配制溶液時,先將石蠟加熱溶化,再注入甲苯,最后加進丙酮攪拌。溶解繞組絕緣時,把電動機定子放在有蓋的鐵箱內,用毛刷將溶劑繞組上,然后加蓋密封,保持2~3min,待絕緣軟化后,即可拆除繞組。使用溶劑法拆除舊繞組時,要注意防止火災,防止苯中毒,要在通風的場地進行施工。
二、清槽
清槽就是在拆除舊繞組后,用清槽工具將殘留在每個槽內的絕緣紙、竹楔等雜物逐槽清除干凈。若不清理干凈,既占用槽內空間妨礙嵌線,也有可能損傷槽絕緣。清槽的常用方法如圖3-10所示。

三、剪裁絕緣紙、放置槽絕緣
1.方法
槽絕緣的作用是使電動機的繞組與鐵芯間處于高度絕緣狀態,詳細操作如圖3-11所示。
|
步驟①根據鐵芯的長度、槽的深度和寬度,將 大張絕緣紙剪裁成長、寬合適的長方形小張 |
步驟②將絕緣紙折疊成定子槽的近似形狀 |

任務三繞制主繞組的各極相組
在記錄了繞組的原始數據后,就可以根據原始數據來繞制主、副繞組的各極相組(再把極相組的各線把嵌入鐵芯槽內)。繞制過程可分類以下4 步:
第1步確定極相組各線把的大小
若線把做小了,會導致整個極相組嵌線困難,甚至損壞槽絕緣或漆包線的外表;若做大了,會導致裝配困難(不易裝上端蓋)、浪費漆包線、加重電動機發熱。可見,確定極相組各線把的大小非常重要,其常用方法有以下3種:
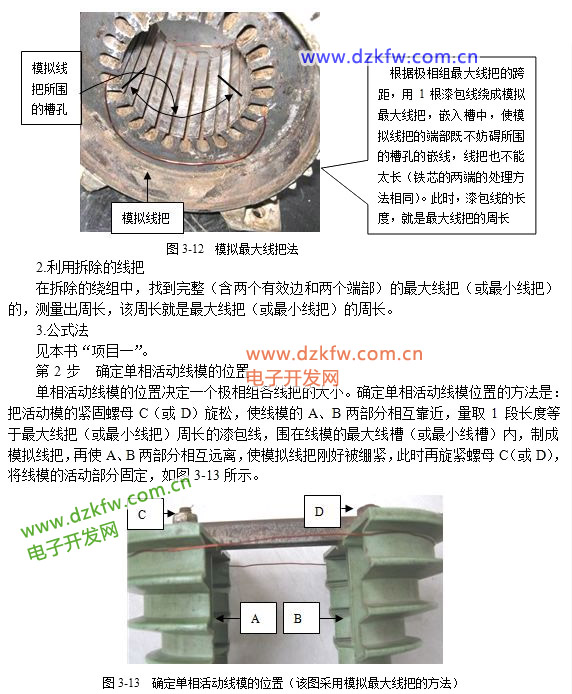
1.模擬最大線把法
根據極相組最大線把的跨距,用1 根漆包線繞成模擬的最大線把,嵌入鐵芯槽內,采用觀察法來確定最大線把的周長。確定了極相組的最大周長后,由于通常采用單相萬能活動繞線模繞制各線把,所以極相組其它線把的周長也就確定了(注意:也可以通過模擬最小線把的周長來確定極相組各線把的周長),如圖3-12所示。
第3 步繞制主繞組的1 個極相組
繞制時要注意以下工藝:
(1)繞制時導線要盡量排列整齊,盡量避免交叉混亂。一般應使導線在線模的槽中從右至左或從左至右一匝一匝繞制,繞滿一層后再繞上一層。
(2)如果導線長度不夠長,接頭必須在線把端部,不能把接頭留在線把的有效邊部分(即嵌入槽內的部分)。
(3)繞制時,必須保護導線絕緣不受損傷;
(4)繞制時,將每匝導線略微拉緊即可,不要用力過大;
(5)每個線把的匝數要準確,不能多也不能少。
繞制1 個極相組,一般從繞制最小線把開始,按由小到大的順序進行,其操作步驟如圖3-14所示。

第4步繞制主繞組的其它極相組和副繞組
繞制主繞組的其它極相組和副繞組的方法與圖3-13相同,這里不再贅述。
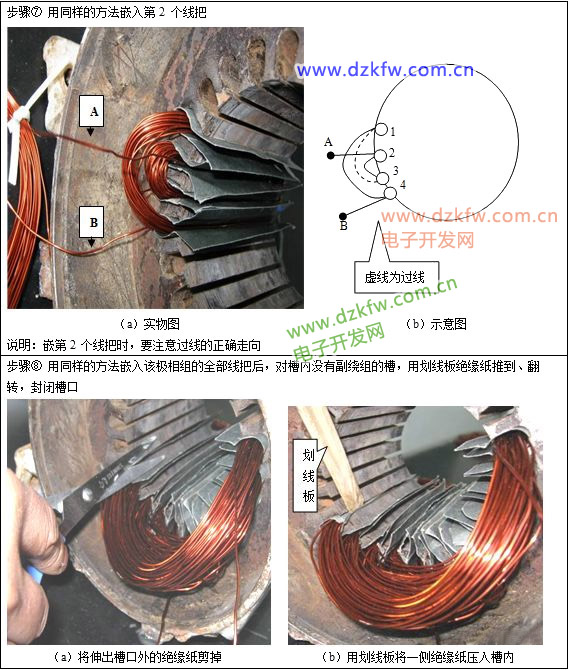
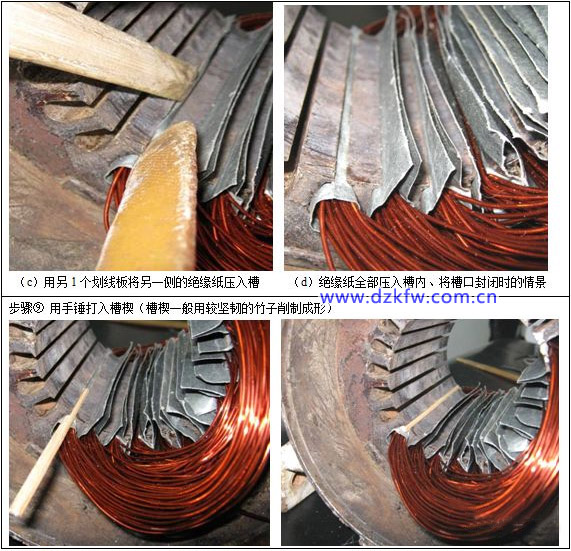
任務四嵌線(又叫下線)一、將主繞組的1 個極相組嵌入槽內
嵌線時,要將主繞組的線把嵌在槽的下面,首先嵌入極相組最小的線把,按由小把到大把的順序將1個極相組全部嵌入。其操作方法如圖3-15所示。


五、檢測
在完成任務七后,須用萬用表、兆歐表等檢查繞組的電氣性能,在確保無斷路、相間短路(指主、副繞組之間)、搭鐵等故障的條件下,就可以進行浸漆和烘干了。詳見項目二。
六、浸漆
1.浸漆的目的
(1)提高繞組的耐潮性:目前所采用的槽絕緣,如青殼紙復合絕緣,在潮濕的空氣中會不同程度的吸收潮氣,從而使絕緣性能變壞。絕緣材料經過浸漆烘干處理后,能夠將吸潮的毛孔塞滿,在表面形成光滑的漆膜,也起到密封的作用,從而提高防潮能力。
(20延緩老化速度提高導熱性散熱效果:電動機繞組的使用壽命決定于該電動機長期運行的繞組升溫。如以常容的密封扇冷式電動機的工作情況為例,這種電動機繞組工作時發出的熱量,大部分是經槽絕緣傳個鐵心,在經過鐵心傳導給機殼,最后有散熱片經風扇吹冷散發出去。因為絕緣體傳導熱量的能力比空氣大的多,經過絕緣處理后,使槽絕緣和導線間的縫隙內充滿的絕緣漆,大大改善了電動機的散熱條件,從而降低老化速度。
(3)提高機械性能:由于導體通過電流時會產生電動力,尤其是鼠籠式的電動機,在啟動時電流都是很大的,導線會產生強烈的震動,時間長了導線絕緣可能被摩擦破損,將有可能產生短路和接地等故障。經浸漆處理后,使松散的導線膠合為一體,加固了端部的機械強度,是導線在也不能振動。
(4)提高化學穩定性:經過浸漆處理后,漆膜能防止絕緣材料與有害化學介質接觸而損壞絕緣性能,以提高繞組防霉,防電暈,防油污等能力。
(5)保護繞組的端部:經過浸漆之后,電動機繞組的端部比較光滑,使外表的雜物不能到端部的內部,以便于維修。
2.浸漆的方法
浸漆的方法通常有以下幾種:
(1)沉浸:就是將電動機定子吊浸到漆罐[王國玉1]中進行浸漆。
(2)滾浸:將電動機定子繞組在錫槽[王國玉2]內來回滾動3~5次進行浸漆。
沉浸和滾浸兩種方法適用于工廠批量生產。
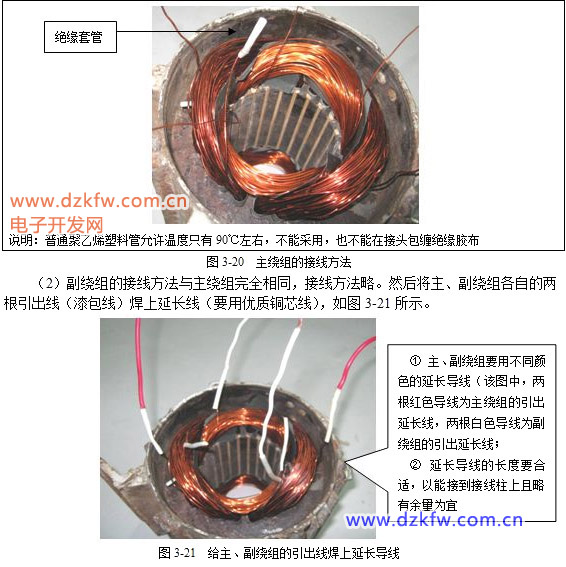
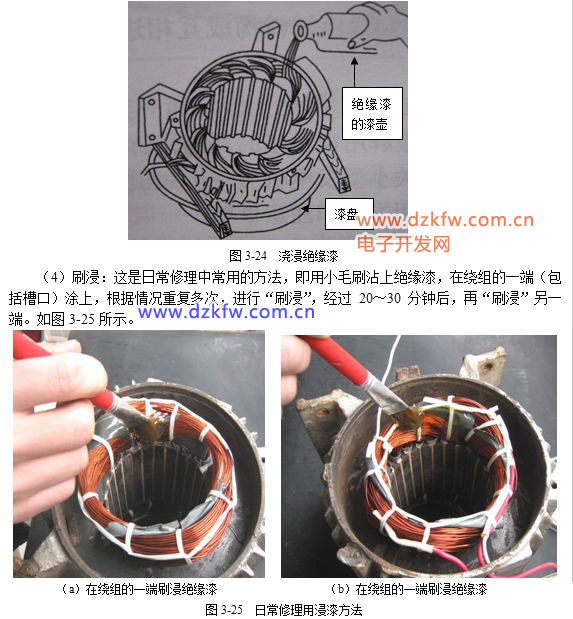
(3)澆浸:就是將電動機繞組放在漆盤上,用盛有絕緣漆的漆壺澆浸繞組的一端,一般要澆浸三次左右,過數十分鐘后,再用同樣的方法澆浸繞組的另一端,如圖3-24所示。
七、烘干
1.烘干的目的
烘干的目的是使絕緣漆中的熔劑和水份揮發出來,使繞組表面形成堅固的漆膜,從而起到保護繞組的作用。
2.烘干的方法
烘干的方法較靈活,主要有燈泡加熱法、烤箱干燥法、電流干燥法等,見表3-11。
表3-11 繞組的烘干方法
|
名稱 |
圖示 |
說明 |
|
燈泡加熱法 |
略 |
把電動機定子豎直立起,注意底部的繞組端部不要壓在支撐面上,可用緊固螺干支起,上部蓋上電機自身的端蓋,從端蓋軸承孔中穿入防高溫的電源線,接上燈頭,裝上功率適宜的紅外線燈泡或普通燈泡。通過燈光直射到鐵心及繞組上升溫,以達到干燥的目的。 |

 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底