
電弧焊的基本操作方法:引弧時(shí)必須將焊條末端與焊件表面接觸形成短路,然后迅速將焊條向上提起2~4mm的距離,此時(shí)電弧即引燃;電弧引燃后,就開始正常的焊接過程。為獲得良好的焊,縫成形,焊條得不斷地運(yùn)動(dòng);電弧中斷和焊接結(jié)束時(shí),應(yīng)把收尾處的弧坑填滿。電弧焊,是指以電弧作為熱源,利用空氣放電的物理現(xiàn)象。
焊條電弧焊最基本的操作是引弧、運(yùn)條和收尾
(一)引弧
引弧即產(chǎn)生電弧。焊條電弧焊是采用低電壓、大電流放電產(chǎn)生電弧,依靠電焊條瞬時(shí)接觸工件實(shí)現(xiàn)。引弧時(shí)必須將焊條末端與焊件表面接觸形成短路,然后迅速將焊條向上提起2~4mm的距離,此時(shí)電弧即引燃。
(二)運(yùn)條
電弧引燃后,就開始正常的焊接過程。為獲得良好的焊,縫成形,焊條得不斷地運(yùn)動(dòng)。焊條的運(yùn)動(dòng)稱為運(yùn)條。運(yùn)條是電焊工操作技術(shù)水平的具體表現(xiàn)。焊縫質(zhì)量的優(yōu)劣、焊縫成形的好壞,主要由運(yùn)條來決定。
(三)收尾
電弧中斷和焊接結(jié)束時(shí),應(yīng)把收尾處的弧坑填滿。若收尾時(shí)立即拉斷電弧,則會(huì)形成比焊件表面低的弧坑。
在弧坑處常出現(xiàn)疏松、裂紋、氣孔、夾渣等現(xiàn)象,因此焊縫完成時(shí)的收尾動(dòng)作不僅是熄滅電弧,而且要填滿弧坑。
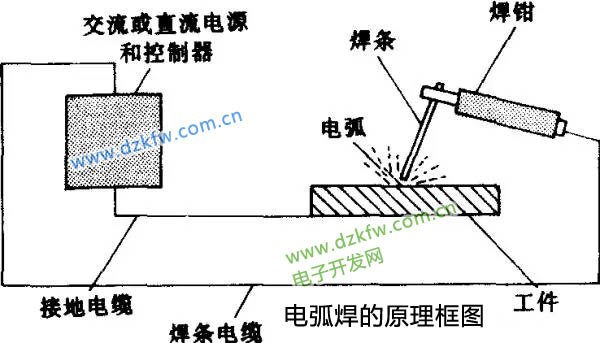
電弧焊,是指以電弧作為熱源,利用空氣放電的物理現(xiàn)象,將電能轉(zhuǎn)換為焊接所需的熱能和機(jī)械能,從而達(dá)到連接金屬的目的。主要方法有焊條電弧焊、埋弧焊、氣體保護(hù)焊等,它是應(yīng)用最廣泛、最重要的熔焊方法,占焊接生產(chǎn)總量的60%以上。
焊條電弧焊是工業(yè)生產(chǎn)中應(yīng)用最廣泛的焊接方法,它的原理是利用電弧放電(俗稱電弧燃燒)所產(chǎn)生的熱量將焊條與工件互相熔化并在冷凝后形成焊縫,從而獲得牢固接頭的焊接過程。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底