
灰鑄鐵與碳鋼焊接的方法較多,要根據(jù)現(xiàn)場條件和焊工掌握的水平來確定。主要的方法有:焊條電弧焊冷焊法、焊條電弧焊熱焊法、CO2氣體保護(hù)焊、鎢極氬弧焊、熔化極氬弧焊、等離子弧焊、釬焊、擴(kuò)散焊等方法。這里介紹的是焊條電弧焊冷焊法。
所謂電弧冷焊法,就是焊前對鑄鐵被焊部位不預(yù)熱,或低溫預(yù)熱(一般小于300℃),再進(jìn)行焊接的方法。電弧冷焊與電弧熱焊相比,焊前母材金屬不預(yù)熱,減少了工序,節(jié)省了焊接時間,在焊接生產(chǎn)中應(yīng)用較多,并且焊件的形狀和大小不受限制,易于大批量生產(chǎn).具有一定的推廣價值。
焊條電弧焊冷焊法主要的工藝過程是這樣的:

焊前仔細(xì)清理灰鑄鐵和碳鋼的接頭表面,直至露出金屬光澤。采用對接時,灰鑄鐵一側(cè)開35~45°的單面V形坡口;碳鋼一側(cè)開15~25°的V形坡口。搭接時,灰鑄鐵一側(cè)開20~25°的V形坡口。灰鑄鐵與碳鋼裝配時,裝配間隙要盡量小,通常為0.5~2.0mm。為了提高焊接頭強(qiáng)度,可在灰鑄鐵一側(cè)坡口上鉆孔、攻絲扣、擰上螺釘。螺釘也可以在坡口兩側(cè)安裝。具體接頭與螺釘?shù)陌惭b位置見圖1。

在焊接有白口傾向的鑄鐵和剛度大的碳素鋼時,應(yīng)先對被焊接頭進(jìn)行退火或回火處理,以便消除殘余應(yīng)力。當(dāng)用電弧冷焊法對灰鑄鐵與碳鋼進(jìn)行焊接時,宜選用高聶或鎳鐵焊條,具體填充材料的焊條選擇簡圖2。

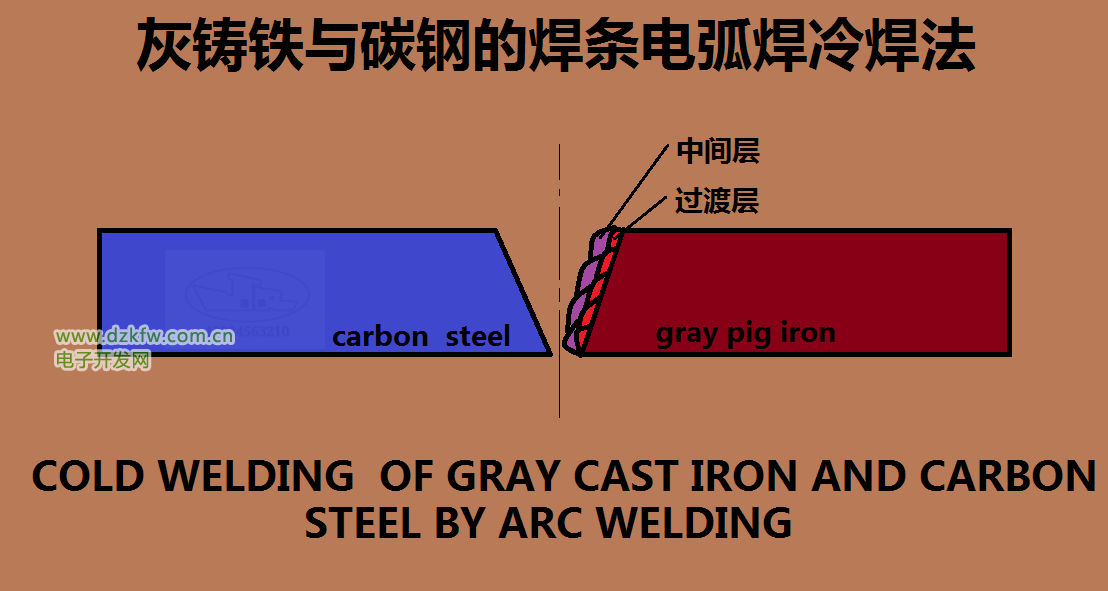
填充材料必須進(jìn)行150~200℃烘干保溫時間為1~2h。為了防止裂紋產(chǎn)生,電弧冷焊時通常先在灰鑄鐵一側(cè)坡口上堆焊一層過渡層,所用焊條一般為小直徑鎳基或鎳鐵焊條。再在過渡層上對焊一層中間層,一般采用J507焊條施焊,以利于與碳鋼的連接。然后用碳鋼焊條將中間層與碳鋼焊接起來。
在施焊過程中,應(yīng)采用小電流、短弧、小熱輸入、窄焊道、輕輕錘擊焊道以松弛應(yīng)力等工藝措施。在焊接過程中發(fā)現(xiàn)裂紋等缺陷時,用電弧吹掉或磨掉,重新焊接。焊條焊接電流的選擇見圖3。

 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底