
泄漏點的判定
在判定一臺泵是泄漏的時候,要浸入液體中,來進行判定哪里泄漏。
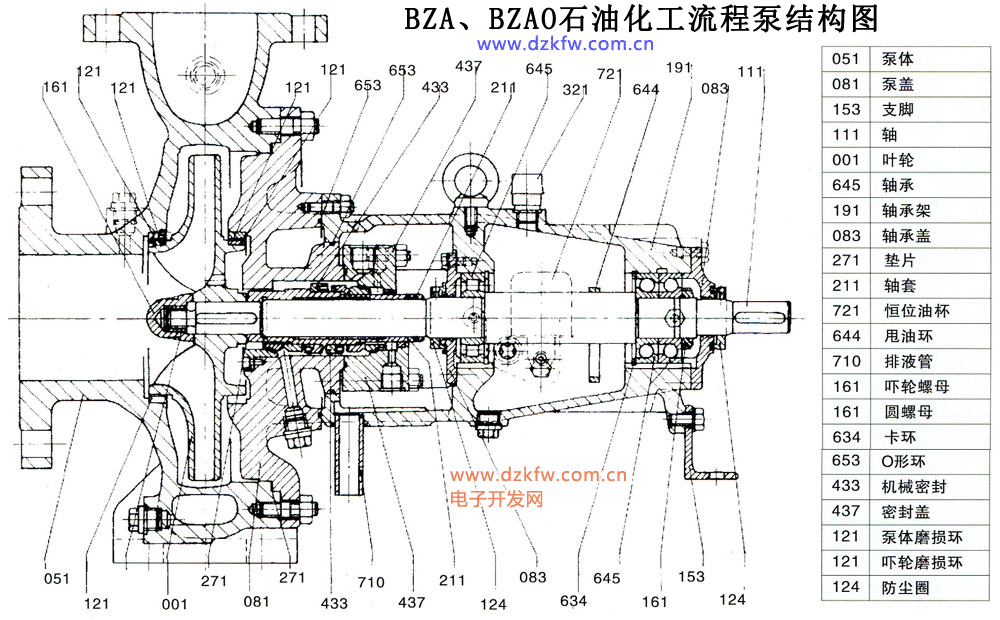
1.泵體沙眼
2.泵體沙眼或者墊片破損
3.機封密封面,靜環O型圈,動環軸套O型圈。
4.泵蓋密封圈
5.機封壓蓋密封圈
6.葉輪和軸套密封圈
密封失效的原因及分析
密封失效主要有下述幾種原因:
1、密封面打開:
在修理機械密封時,85%的密封失效不是因磨損造成,而是在磨損前就已泄漏了。
當密封面一打開,介質中的固體微粒在液體壓力的作用下進入密封面,密封面閉合后,這些固體微粒就嵌入軟環(通常是右墨環)的面上,這實際成了一個“砂輪”會損壞硬環表面。
由于動環或橡膠圈緊固在軸(軸套)上,當軸串動時,動環不能及時貼合,而使密封面打開,并且密封面的滯后閉合,就使固體微粒進入密封面中。
同時軸(軸套)和滑動部件之間也存在有固體微粒,影響橡膠圈或動環的滑動(相對動密封點,常見故障)。另外,介質也會在橡膠圈與軸(軸套)磨擦部位產生結晶物,在彈簧處也會存有固體物質,都會使密封面打開。

2、過熱:
因密封面上會產生熱,故橡膠圈使用溫度應低于設計規范。氟橡膠和聚四氟乙烯的使用溫度為216℃,丁晴橡膠的使用溫度為162℃,雖然它們都能承受較高的溫度,但因密封面產生的熱較高,所以橡膠圈有繼續硫化的危險,最終失去彈性而泄漏。(冷區考慮冷脆)
密封面之間還會因熱引起介質的結晶,如結碳,造成滑動部件被粘住和密封面被凝結。而且有些聚合物因過熱而焦化,有些流體因過熱而失去潤滑等甚至閃火。
過熱除能改變介質的狀況外,還會加劇它的腐蝕速率。引起金屬零件的變形,合金面的開裂,以及某些鍍層裂縫,設計應選用平衡型機械密封,以降低比壓防止過熱。
3、超差
正確的裝配公差,對于安裝機械密封是很必要的,軸(軸套)必須有合適的表面粗糙度和正確的尺寸,但制造者很少提供公差數據,這些數據對安裝來講都是很關鍵的。(依靠經驗和常識)
機械密封的尺寸精度及形位公差必須符合圖紙要求,超差將會導致密封提前失效。
4、泵的振動過大,高溫,磨損,氣蝕或者其他的原因,導致泵的振動過大的,也會導致機封提前失效。
對于密封面磨損痕跡尚需補充以下幾點,檢查磨損痕跡,可以幫助分析故障:
- 磨損變寬:表明機泵發生了嚴重的不對中。
- 磨痕變窄:磨痕比兩個密封面的最小寬度還要窄,這說明密封超壓,壓力或溫度使密封面變形。
- 無磨痕:說明密封面不粘合。檢查彈簧等補償機構是否打滑或受阻礙。
- 密封面無磨痕但有亮點:密封面翹曲會出現有亮點而無磨痕。壓力太高,壓蓋螺栓未擰好或未夾好,或泵表面粗糙均能形成亮點。當采用兩個螺拴的壓蓋時,其剛度不夠,變形也是形成亮點的一個原因。
- 這種癥狀的出現說明:密封可能一開車就發生泄漏。
- 密封面有切邊:這是由于密封面分得太開,而在合攏時斷裂。閃蒸(氣化)是較普遍的密封面分開的原因,特別是在熱水系統或流體中有凝液時,水從液體膨脹成蒸氣,可使密封面分開。(冷介質氣化也同樣會造成)
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底