
ΓΓΓΓûι¨ç§F(xi®Λn)κäΉ”ôCΤςΒΡΗΏ–‘ΡήΜ·Θ§―–ΨΩ»ΥÜT“‘”ΓΥΔκä¬ΖΜυΑεΒΡΫMΦΰΖβ―bΗΏΟήΕ»Μ·Θ§“‘ΦΑΫMΦΰ–Γ–ΆΜ·ûι¨ΠœσΒΡΚΗΫ”Ό|ΝΩΧα…ΐûιΉνΫKΡΩΒΡΘ§ΏM––¨ΠΜΊΚΗ†t÷Τ≥ΧΌ|ΝΩ”–÷Ί¥σ”ΑμëΒΡΓΗεaΗύ”ΓΥΔΝΩΙήάμΓΙ≈cΓΗΫMΦΰδ¹‘OΈΜ÷ΟΨΪΕ»ΙήάμΓΙôz”ë≈cΗςΖNΝΩ€yΓΘ
ΓΓΓΓεaΗύ”ΓΥΔΝΩΙήάμ «‘Ύ÷Τ≥ΧÉ»(n®®i)Θ§¨ΔΙήάμ“é(gu®©)ΗώΖυΕ»‘OΕ®≥…ΓΗΫ^¨ΠΝΩΓΙ≈cΓΗœύ¨ΠΝΩΓΙΘ§ΫMΦΰδ¹‘OΈΜ÷ΟΨΪΕ»Ιήάμ Ήœ»¥_’JΫMΦΰΒΡΙΧΕ®–‘Θ§‘Ό‘OΕ®ΫMΦΰδ¹‘OΈΜ÷ΟΨΪΕ»Ιήάμ ÷Ζ®ΓΘ
ΓΓΓΓ¥ΥΆβ―–ΨΩ»ΥÜTΫώΚσ¨ΔቨΠΓΗεaΗύ”ΓΥΔΝΩΙήάμΓΙ≈cΓΗΫMΦΰδ¹‘OΈΜ÷ΟΨΪΕ»ΙήάμΓΙΘ§ΏM––ΝΩ°a(ch®Θn)÷ß≥÷ρûΉCΘ§Ϋε¥Υ Ι”ΓΥΔκä¬ΖΜυΑεΒΡΫMΦΰΚΗΫ”≤ΜΝΦΫΒ÷ΝΝψΓΘ±ΨΈΡ¨Δ÷ς“Σûι¥σΦ“ΫιΫBPCBΒΡεaΗύ”ΓΥΔΝΩΙήάμΓΘ
ΓΓΓΓΫϋéΉΡξκS”ΓΥΔκä¬ΖΜυΑε(PCB)ΒΡΖβ―bΟήΕ»ΗΏΟήΕ»Μ·Θ§“Σ«σΧαΗΏεaΗύΨW(w®Θng)Αφ”ΓΥΔ÷Τ≥ΧΉς‰I(y®®)Ό|ΝΩΒΡ¬ïάΥ≈c»’Ψψ‘ωΓΘ
ΓΓΓΓΥυ÷^ΨW(w®Θng)Αφ”ΓΥΔΌ|ΝΩ «÷ΗΨW(w®Θng)Αφ”ΓΥΔΒΡΨW(w®Θng)ΩΉΕ¬»ϊ‘λ≥…εaΗύΈ¥±Μ”ΓΥΔΘ§Μρ «”ΓΥΔùBΆΗ÷ΝΨW(w®Θng)Αφ≈c”ΓΥΔκä¬ΖΜυΑε÷°ιgΘ§≈cύèΫϋΫ”ΒΊ(Land)–Έ≥…†ΩΫz(Bridge)Β»÷¬Οϋ–‘»±œίΘ§üoΖ®Ώ_≥…Ψυ³ρΓΔüoΖ÷≤Φ≤ΜΨυΓΔιLïrιgΏBάm(x®¥)ΓΔΖÄ(w®ßn)Ε®ΒΡεaΗύΨW(w®Θng)Αφ”ΓΥΔΌ|ΝΩΘ§“ρ¥ΥΉς‰I(y®®)…œ“Σ«σάϊ”Ο¨Θ”ΟεaΗύôz≤ι‘O²δΘ§ ΙεaΗύ”ΓΥΔΝΩΉςîΒ(sh®¥)ΝΩΜ·ΒΡΕ®ΝΩΙήάμΘ§Εχ≤Μ «²ςΫy(t®·ng)Άβ”^ôz≤ιΓΔΡΩ“ïôz≤ιΒ»Ε®–‘ΙήάμΓΘ
ΓΓΓΓΜΊΚΗ†tεaΗύ”ΓΒΡΖ÷Έω
ΓΓΓΓàD1 «”ΓΥΔκä¬ΖΜυΑε(PCB)ΒΡΜΊΚΗ†t(Reflow)÷Τ≥ΧΌ|ΝΩ“Σ“ρΖ÷ΈωàDΘ§»γàDΥυ ΨΜΊΚΗ†t÷Τ≥ΧïΰΑl(f®Γ)…ζ‘SΕύ≈cΚΗΫ”ΓΔΖβ―b”–ξPΒΡ≤ΜΝΦ;àD2≈càD3Ζ÷³e «ΚΗΫ”ΓΔΖβ―b≤ΜΝΦΒΡΨΏσwÉ»(n®®i)»ί“Μ”[ΓΘ
ΓΓΓΓ”…àD2Ω…÷ΣΚΗΫ”≤ΜΝΦ“Σ“ρ÷°÷–“‘ΚΗΫ”≤ΜΉψ“‘ΦΑΈ¥ΚΗΫ”Θ§Β»εaΗύ”ΓΥΔ≤ΜΝΦ‘λ≥…ΒΡ≤ΜΝΦΉνΕύΘ§Φs’ΦΚΗΫ”≤ΜΝΦ“Σ“ρ’ϊσwΒΡ80%Ήσ”“ΓΘ
ΓΓΓΓξPεaΗύ”ΓΥΔ≤ΜΝΦΘ§»γàD3Υυ Ψ÷ς“Σ»Γ¦Q”Ύ3²Ä÷Ί“Σ“ρΉ”Θ§»τ“‘ppmΒ»Φâ“Σ ΙεaΗύ”ΓΥΔΖÄ(w®ßn)Ε®œ¬¹μœύ°îάßκyΘ§¥Υïr»τΗΡ”ΟΕ®ΝΩ”^≤λ”ΓΥΔΫYΙϊΘ§ΨΆΩ…“‘Ϊ@ΒΟΗΏΥ°ΤΫΒΡΚΗΫ”Ό|ΝΩΖÄ(w®ßn)Ε®–‘ΓΘ
ΓΓΓΓ
ΓΓΓΓ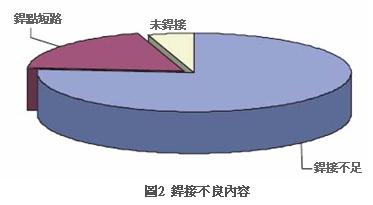
ΓΓΓΓ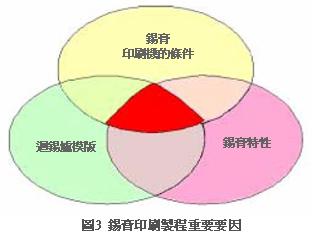
ΓΓΓΓàD4 «Ζβ―b“Σ“ρΒΡ≤ΜΝΦÉ»(n®®i)»ί“Μ”[Θ§”…àDΩ…÷ΣΫMΦΰΖ≠¬NΒΡ±»¬ ΉνΗΏΘ§Τδ÷–”÷“‘ΫMΦΰ‘O÷ΟΈΜ÷ΟΖ÷≤ΦΦä…Δ‘λ≥…ΒΡ«ι¦rΨ”ΕύΓΘ
ΓΓΓΓX-YΜρ «Π»ΤΪ≤νΚή¥σΒΡàωΚœΘ§ΏM––ΫMΦΰδ¹‘OΉς‰I(y®®)ïrΘ§”ΓΥΔεaΗύΈ¥≈cΚΗΫ”ΫMΦΰΒΡκä‰OΫ””|Θ§ÜΈ²»κä‰O ήΒΫΚΗΫ”ΝψΫΜ≤φïrιg(Zero-cross time)ΒΡ”ΑμëΓΘ
ΓΓΓΓΉ‘÷Ίί^ίpΒΡ–ΨΤ§νê–Γ–ΆκäΉ”ΫMΦΰïΰΗΓ³”Ζ≠¬NΘ§É…κä‰OΦ¥ ΙΫ””|εaΗύÖs”–ΤΪΈΜΩ…ΡήΘ§ΫώΚσΜυ”ΎΫMΦΰΖβ―bΒΡΗΏΟήΕ»Μ·≈cΫMΦΰίpΝΩΜ·ΩΦë]Θ§±Ί–ηΧαΗΏΫMΦΰδ¹‘OΈΜ÷ΟΨΪΕ»ΓΘ
ΓΓΓΓ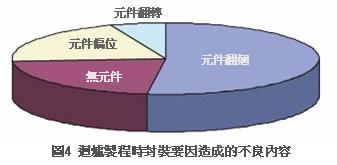
ΓΓΓΓεaΗύ”ΓΥΔΝΩΒΡΙήάμ
ΓΓΓΓεaΗύ”ΓΥΔôz≤ι‘O²δ¥σ÷¬…œΖ÷≥…Εΰ¥Έ‘Σôz≤ι≈c»ΐ¥Έ‘Σôz≤ιÉ…ΖNΘ§Εΰ¥Έ‘Σôz≤ι‘O²δ÷ΜèΡ±μΟφ”^≤λεaΗύ”ΓΥΔ–Έ†νΘ§ΥϋΩ…“‘Ηυ™ΰ(j®¥)±μΟφ”^≤λΫYΙϊ»ΓΒΟΟφΖeîΒ(sh®¥)™ΰ(j®¥)Θ§≤ΜΏ^ÖsüoΖ®Ϊ@ΒΟΝΔσw–‘σwΖeîΒ(sh®¥)™ΰ(j®¥)≈cεaΗύΗΏΕ»îΒ(sh®¥)™ΰ(j®¥)ΓΘ
ΓΓΓΓœύί^÷°œ¬»ΐ¥Έ‘Σôz≤ι‘O²δΩ…“‘Ά§ïrΪ@ΒΟσwΖeΓΔΟφΖeΓΔΗΏΕ»Β»îΒ(sh®¥)™ΰ(j®¥)Θ§±μ1 «Εΰ¥Έ‘Σôz≤ι≈c»ΐ¥Έ‘Σôz≤ι‘O²δΒΡΙΠΡή±»ί^“Μ”[ΓΘ
ΓΓΓΓ
ΓΓΓΓ±μ1 ôz€yÉxΒΡΙΠΡή±»ί^
ΓΓΓΓ“‘ΆυΜυ”Ύôz≤ιΖΫ±ψ–‘ΓΔΧéάμΥΌΕ»ΓΔÉrΗώΒ»άμ”…Θ§Εΰ¥Έ‘Σôz≤ι‘O²δ“Μ÷± « –àω÷ςΝςΘ§ΉνΫϋéΉΡξκS÷χΗΏΟήΕ»Ζβ―bΚσΒΡΫMΦΰ–Γ–ΆΜ·Θ§ÜΈΈΜψ~≤≠ΟφΖeΒΡεaΗύ”ΓΥΔ€p…ΌΘ§ΝΔσw–‘–Έ†ν≤ν°ê‘λ≥…ΈΔΦöεaΗύΝΩΒΡ≤ΜΆ§Θ§Ω…Ρήïΰ¨ΠΖβ―bΌ|ΝΩ‘λ≥…÷¬Οϋ–‘Ü•ν}Θ§“ρ¥ΥΗΡ”Ο»ΐ¥Έ‘Σôz≤ι‘O²δΒΡ«ι¦rΥΤΚθ”–‘ωΦ”ΒΡΎÖ³ίΓΘ
ΓΓΓΓàD5 «‘™Ü•ν}ΒΡΡΘ Ϋ’fΟςΖΕάΐΘ§»τèΡ²»Οφ”^≤λàD ΨÉ…ΖNεaΗύ–Έ†νΘ§Ω…“‘Αl(f®Γ)§F(xi®Λn)É…’ΏΒΡεaΗύ”ΓΥΔΝΩΫΊ»Μ≤ΜΆ§Θ§»ΜΕχèΡ…œΖΫ”^≤λïrÖsüoΖ®Ö^(q®±)ΗτÉ…’ΏΒΡ≤ν°êΘ§™QΨδ‘£’f²ςΫy(t®·ng)Εΰ¥Έ‘Σôz≤ι‘O²δቨп@É…ΖNεaΗύ”ΓΥΔΝΩΘ§Ω…Ρήïΰ≈–Ε®≥…Άξ»ΪœύΆ§–Έ†νΘ§“ρ¥Υ―–ΨΩ»ΥÜTΖ÷³e Ι”ΟΕΰ¥Έ‘Σ≈c»ΐ¥Έ‘Σôz≤ι‘O²δΏM––εaΗύ”ΓΥΔΝΩΝΩ€yΘ§ΉC¨çΕΰ¥Έ‘Σôz≤ι‘O²δüoΖ®Ϊ@ΒΟΒΡîΒ(sh®¥)™ΰ(j®¥)≥§Ώ^νAΤΎΘ§ΉνΚσ¦QΕ®ΗΡ”Ο»ΐ¥Έ‘Σôz≤ι‘O²δΓΘ
ΓΓΓΓ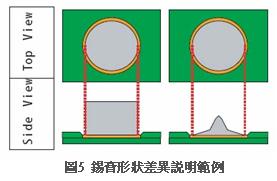
ΓΓΓΓàD6 «»ΐ¥Έ‘ΣεaΗύôz≤ιÉxVP100ΒΡ¨çκHΆβ”^Θ§ôz≤ιμ½ΡΩΖ÷³e «:
ΓΓΓΓ‧σwΖe
ΓΓΓΓ‧ΟφΖe
ΓΓΓΓ‧ΗΏΕ»
ΓΓΓΓ‧ΤΪΈΜ
ΓΓΓΓ‧†ΩΫz
ΓΓΓΓ‧°ê≥ΘΆΜ≥ω
ΓΓΓΓ‧σwΖeΏ^¥σ
ΓΓΓΓ‧σwΖe≤ΜΉψ
ΓΓΓΓ
ΓΓΓΓ»»ΓΘ±μ2 «άϊ”ΟVP100»ΐ¥Έ‘Σôz≤ιÉxΓΔάΉ…δΤΪΈΜ²ςΗ–ΤςΓΔο@ΈΔγRΒ»ΗςΖNΝΩ€yΤςΒΡεaΗύΝΩ€yΫYΙϊΘ§Ηυ™ΰ(j®¥)ΝΩ€yΫYΙϊο@ Ψ…œ ωôz≤ιÉxΒΡεaΗύΝΩ€yΆβ”^–Έ†νéΉΚθΆξ»ΪœύΆ§Θ§»ΐ¥Έ‘Σôz≤ιÉx≈cάΉ…δΤΪΈΜ²ςΗ–ΤςΘ§Ω…“‘Ϊ@ΒΟΉν¥σΗΏΕ»îΒ(sh®¥)™ΰ(j®¥)Θ§≤ΜΏ^É…’Ώœύ°îΫ”ΫϋΓΘ
ΓΓΓΓΫ”÷χቨΠ12Τ§ΏBάm(x®¥)εaΗύ”ΓΥΔΒΡΜυΑεΘ§άϊ”ΟVP100»ΐ¥Έ‘Σôz≤ιÉxΏM––σwΖe≈c÷ΊΝΩΝΩ€yΘ§ΤδΫYΙϊ»γàD7Υυ ΨΓΘ¥ΥΧéΥυ÷^ΒΡσwΖe(%) «Ηυ™ΰ(j®¥)ΨW(w®Θng)”ΓΥΔ’÷ΒΡ‘O”΄ΌYΝœΘ§¨Δ«σΒΟΒΡάμœκεaΗύ”ΓΥΔΝΩ°îΉς100%ïrΒΡœύ¨Π±»¬ ΓΘ
ΓΓΓΓ”…àDΩ…÷ΣεaΗύΒΡσwΖe‘ω€p≈cεaΗύ÷ΊΝΩΒΡ‘ω€pΆξ»Ϊ“Μ÷¬Θ§κm»ΜΥϋ «α‰¨ΠèΆîΒ(sh®¥)ΫMΚœΒΡεaΗύΓΔ”ΓΥΔΜυΑεΏM––‘uηbΘ§≤ΜΏ^¨çρûΫYΙϊΕΦο@ ΨΝΦΚΟΒΡœύξP–‘Θ§ΉC¨çVP100»ΐ¥Έ‘Σôz≤ιÉxΖϊΚœνAΤΎΒΡΝΩ€yΧΊ–‘ΓΘ
ΓΓΓΓ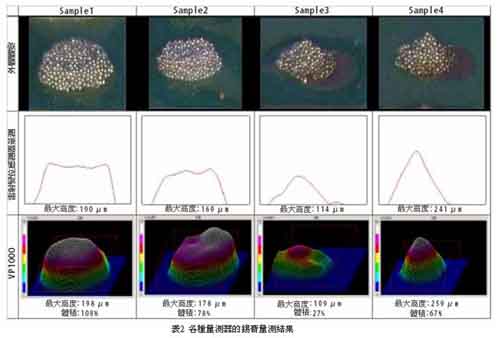
ΓΓΓΓ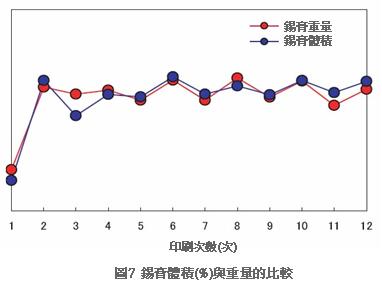
ΓΓΓΓΆ®Ώ^€y‘΅ΡήΝΠ’JΕ®ΒΡVP100»ΐ¥Έ‘Σôz≤ιÉxΘ§Ϋ”÷χΏM––…ζ°a(ch®Θn)ΨÄεaΗύ”ΓΥΔΝΩ¨çôC€y‘΅ΓΘ
ΓΓΓΓàD8 «Ρ≥ΝΩ°a(ch®Θn)”ΓΥΔκä¬ΖΜυΑε(PCB) ΒΡεaΗύ”ΓΥΔΝΩ(σwΖe)≈cΖ÷≤Φ≤ΜΨυ(3Π“)ΒΡΉÉΜ·€y‘΅ΫYΙϊΘ§»τΉ–Φö”^≤λσwΖe≈cΖ÷≤Φ≤ΜΨυ(Π“)Θ§Ω…“‘¥_’JΉÉ³”Κή…ΌΒΡεaΗύ”ΓΥΔΝΩΖ¥èΆ±Μ”ΓΥΔΘ§σwΖe
(%)≈cΖ÷≤Φ≤ΜΨυ(Π“)ΟΩΗτ5¥Έ”ΓΥΔ¥ΈîΒ(sh®¥)…‘ûιΫΒΒΆΘ§≤ΜΏ^ΥϋÖsΖϊΚœΓΗΟΩΗτ5¥Έ”ΓΥΔΘ§±Ί–η«εœ¥”ΓΥΔΡΘΑφΓΙΒΡ“é(gu®©)Ε®Θ§àD÷–Υ{…Ϊ«ζΨÄ «”ΓΥΔΡΘΑφ«εœ¥ΚσΒΡεaΗύ”ΓΥΔΝΩ€y‘΅ΫYΙϊΓΘ
ΓΓΓΓΆ®≥ΘεaΗύΏBάm(x®¥)”ΓΥΔïrΘ§Ϋπ¨Ό≤ΡΌ|”ΓΥΔΡΘΑφΒΡι_ΩΎ≤ΩΈΜ≈cÉ»(n®®i)²»ïΰ÷πùuΕ―ΖeεaΗύΘ§‘λ≥…εaΗύ”ΓΥΔΝΩΉÉ≥…≤ΜΖÄ(w®ßn)Ε®Θ§ûιèΊΒΉΫβ¦Q‘™Ü•ν}Θ§΅χΆβ‰I(y®®)’Ώ¨ß»κ”ΓΥΔΡΘΑφ«εœ¥÷ΤΕ»Θ§Ηυ™ΰ(j®¥)“‘…œ€y‘΅ΫYΙϊΉC¨çΓΗΟΩΗτ5Τ§«εœ¥”ΓΥΔΡΘΑφ1¥ΈΓΙΒΡΉς‰I(y®®)“é(gu®©)Ε®Θ§¥_¨ç¨ΠεaΗύ”ΓΥΔΌ|ΝΩ”–’ΐΟφ–ß“φΓΘ
ΓΓΓΓ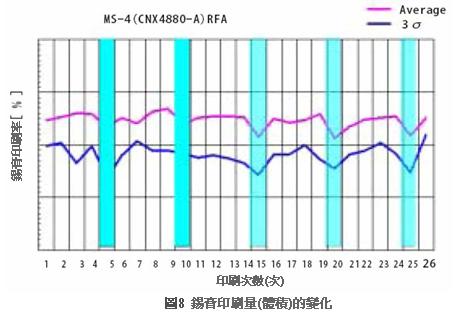
ΓΓΓΓεaΗύ”ΓΥΔ÷Τ≥Χ”ΓΥΔïr¥σΕύ Ι”ΟΕΥΉ”Μρ «ΤΫΑε÷ß™ΈΜυΑεœ¬ΖΫΘ§œ¬ΖΫ÷ß™Έ≤ΜΉψïr ήΒΫ”ΓΥΔœπΡzΙΈΒΕ(Squeegee)âΚΝΠ”ΑμëΘ§”ΓΥΔΡΘΑφ≈c”ΓΥΔΜυΑεïΰ≥ω§F(xi®Λn)ΈΔΦöΆα–±Θ§ΤδΫYΙϊ‘λ≥…εaΗύ”ΓΥΔΌ|ΝΩΫΒΒΆΓΘ
ΓΓΓΓàD9 «ΜυΑεœ¬ΖΫ÷ß™ΈΒΡ‘O÷Ο≈c”ΓΥΔΌ|ΝΩΒΡξPœΒΘ§“‘ΆυîΒ(sh®¥)™ΰ(j®¥)Μ·ΙήάμΜυΑεœ¬ΖΫ÷ß™ΈΒΡΏm“Υ–‘ΚήάßκyΘ§ΗΡ”Ο»ΐ¥Έ‘Σôz≤ιÉx÷°ΚσΘ§Ω…“‘Ηυ™ΰ(j®¥)εaΗύ”ΓΥΔΝΩôz”ëΜυΑεœ¬ΖΫ÷ß™ΈΒΡΏm“Υ–‘ΓΘ
ΓΓΓΓ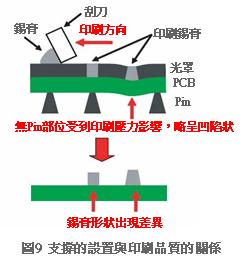
ΓΓΓΓàD10 «ΜυΑεœ¬ΖΫ÷ß™ΈΒΡ‘O÷Ο≈cΡ≥ΝΩ°a(ch®Θn)”ΓΥΔκäΜυΑε±μΟφεaΗύσwΖeΒΡΖ÷≤ΦξPœΒΘ§àD÷–ϋS…ΪΓΔΦt…ΪΒ»≈·…ΪœΒΨĽl±μ ΨεaΗύσwΖeΖ÷≤Φ‘ΎΏm°îΈΜ÷ΟΘ§Υ{…ΪΓΔΨG…ΪΒ»άδ…ΪœΒΨĽl±μ ΨεaΗύσwΖeΖ÷≤Φ‘Ύί^¥σΈΜ÷ΟΘ§”…àDΩ…÷ΣΏhκxΜυΑεœ¬ΖΫ÷ß™ΈΒΡ≤ΩΈΜΘ§εaΗύσwΖe”–»τΗ…‘ωΦ”ÉAœρΓΘ
ΓΓΓΓ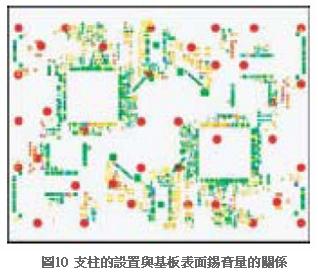
ΓΓΓΓ»γ…œΥυ ω Ι”Ο»ΐ¥Έ‘Σôz≤ιÉxΘ§Ω…“‘Ηυ™ΰ(j®¥)εaΗύ”ΓΥΔΝΩΝΩ€yΙήάμΜυΑεœ¬ΖΫ÷ß™ΈΒΡΏm“Υ–‘Θ§ΆΗΏ^ΜυΑεœ¬ΖΫ÷ß™ΈΒΡΏm“Υ–‘ΙήάμΘ§≥ΐΝΥΕ®ΈΜ÷°Άβ¦QΕ®”ΓΥΔâΚΝΠ÷°ΆβΘ§¨Π”ΓΥΔΥΌΕ»ΓΔΫ””|Ϋ«Β»”ΓΥΔ½lΦΰ‘OΕ®“≤Ζ«≥Θ”––ßΘ§àD11 «”ΑμëεaΗύ”ΓΥΔΌ|ΝΩΒΡ“Σ“ρàDΓΘ
ΓΓΓΓ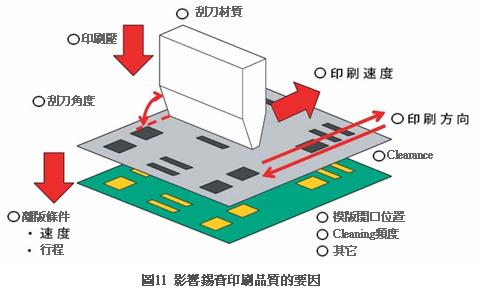
ΓΓΓΓôz≤ι‘O²δΩ…“‘Ϊ@ΒΟΗς ΫΗς‰”ΒΡîΒ(sh®¥)™ΰ(j®¥)Θ§Ώ@νê‘O²δΆΗΏ^Éû(y®≠u)–ψΒΡ”ΑœώΧéάμΡήΝΠΘ§ΧαΙ©ΗΏΨΪΕ»»ΐ¥Έ‘ΣΆβ”^–Έ†νΒ»îΒ(sh®¥)™ΰ(j®¥)ΓΘ
ΓΓΓΓûιΝΥ ΙΏ@–©–≈œΔ¨Π¨çκHΌ|ΝΩΙήάμΑl(f®Γ)™]–ß“φΘ§±Ί–η≥δΖ÷’ΤΈ’ôz≤ι‘O²δΧαΙ©ΒΡîΒ(sh®¥)™ΰ(j®¥)≈c¨çκH÷ΤΤΖΌ|ΝΩΒΡΜΞ³”ξPœΒΓΘεaΗύ”ΓΥΔΝΩ÷Τ≥Χ…œ‘OΕ®“é(gu®©)ΗώΙήάμΘ§¥σ÷¬…œΩ…“‘Ζ÷≥…Ϋ^¨ΠΝΩΙήάμ≈cœύ¨ΠΝΩΙήάμ2ΖNΓΘàD12 «Ϋ^¨ΠΝΩΙήάμ≈cœύ¨ΠΝΩΙήάμΒΡΜυ±ΨΗ≈ΡνàDΘ§Υυ÷^ΓΗΫ^¨ΠΝΩΙήάμΓΙ «¨ΔεaΗύ”ΓΥΔΝΩ“‘ΦΑ≈cΤδΥϋ“Σ“ρΫ”Κœ≤ΩΈΜΒΡΩ…ΩΩ–‘ΡΘ–ΆΜ·Θ§‘ΌΆΗΏ^¨çρû¨ß≥ω¥_±ΘΫ”Κœ≤ΩΈΜΩ…ΩΩ–‘“Σ«σΒΡΉνΒΆœόΕ»εaΗύ”ΓΥΔΝΩΘ§ΉνΚσ¨Δ¥ΥεaΗύ”ΓΥΔΝΩ‘OΕ®≥…“é(gu®©)ΗώΙήάμΒΡœ¬œό÷ΒΓΘΓΗœύ¨ΠΝΩΙήάμΓΙ³t «Ηυ™ΰ(j®¥)ΜυΑεΒΡεaΗύ”ΓΥΔΝΩΉÉΜ·ΌYΝœΘ§“‘Ϋy(t®·ng)”΄¨W ÷Ζ®«σ≥ωΜυΑε≥ΘëB(t®Λi)ïrΪ@ΒΟΒΡεaΗύ”ΓΥΔΝΩΘ§‘Ό“¬¥ΥεaΗύ”ΓΥΔΝΩ‘OΕ®≥…»ί‘SΙήάμΖυΕ»ΓΘ
ΓΓΓΓ™QΨδ‘£’fάϊ”ΟΓΗΫ^¨ΠΝΩΙήάμΓΙΒΡ“é(gu®©)Ηώ÷Β≤Μ“άΌ΅ΜυΑε»Γ“ΜΕ®ΒΡîΒ(sh®¥)™ΰ(j®¥)Θ§άϊ”ΟΓΗœύ¨ΠΝΩΙήάμΓΙΒΡ“é(gu®©)ΗώΖυΕ»Θ§³t»ΓΗςΙΧ”–îΒ(sh®¥)™ΰ(j®¥)Θ§”…”Ύ“é(gu®©)Ηώ÷Β≈c“é(gu®©)ΗώΖυΕ»”–ΓΗandΓΙΒΡξPœΒΘ§“ρ¥Υ¨çκH≤ΌΉς÷Μ“ΣΒ÷”|Τδ÷–“Μ²Ä“é(gu®©)ΗώΘ§ΫYΙϊΨΆïΰ±Μ≈–Ε®≥…≤ΜΝΦΓΘ
ΓΓΓΓ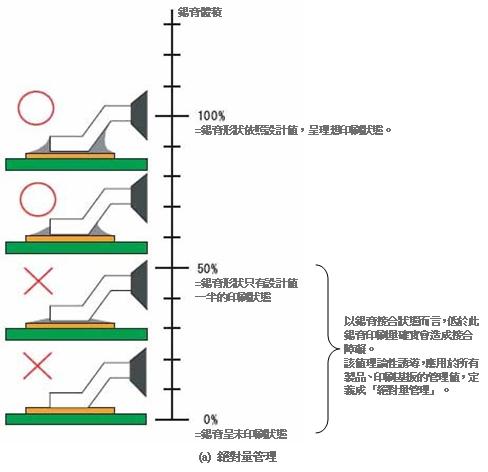
ΓΓΓΓΫ^¨ΠΝΩΒΡΙήάμ «’{≤ιεaΗύ”ΓΥΔΝΩ≈cΫ”ΚœΩ…ΩΩ–‘ΒΡœύΜΞξPœΒΘ§“‘ΦΑΩ…ΩΩ–‘≤ΜïΰΑl(f®Γ)…ζÜ•ν}Θ§Εχ«“Ω…“‘¨ç§F(xi®Λn)ΚΗεaΫ”ΚœΒΡεaΗύΝΩΓΘ
ΓΓΓΓ≥ΐ¥Υ÷°ΆβΜυΑε≤ΡΌ|ΓΔΫ”ΒΊ(Land)≤ΡΌ|ΓΔ–Έ†νΓΔΫMΦΰΙΧΕ®ïrΒΡΤΪ°ê”ΑμëΓΔ≠h(hu®Δn)Ψ≥”ΑμëΘ§Β»ΗςΖN“Σ“ρΕΦ”–÷±Ϋ”ξPΏBΘ§Τδ÷–Ήν÷±Ϋ”ΒΡ‘u¨èÉ»(n®®i)»ί «εaΗύ”ΓΥΔΝΩ≈cΫ”ΚœèäΕ»ΒΡ≤ΩΖίœύξPΌYΝœΘ§±μ3 «Ώx”ΟΒΡεaΗύΧΊ–‘“Μ”[Θ§Ώx”ΟΒΡεaΗύΖ÷³e «”–ψUεaΗύΓΔΗΏ»ΎϋcüoψUεaΗύΓΔΒΆ»ΎϋcüoψUεaΗύ»ΐΖNΓΘΫ”÷χ²δΆΉ4Τ§ΚώΕ»œύ°êΒΡ”ΓΥΔΑφΡΛ(Printing Mask)Θ§“ά¥Υ’{’ϊεaΗύ”ΓΥΔΝΩΘ§≤Δ«“ΏM––νAΕ®ΜυΑεΒΡεaΗύ”ΓΥΔΘ§‘Ό Ι”Ο”ΓΥΔôz≤ι‘O²δΝΩ€yΗςΚΗϋc(Pad)ΒΡεaΗύ”ΓΥΔΝΩΓΘΫMΦΰδ¹‘OΚσ³tΏM––‰Υ€ ΜΊΚΗ†tΖβ―bΘ§ΉνΚσ“ά’’àD13ΒΡ½lΦΰΏM––Ϋ”ΚœèäΕ»ΝΩ€yΓΘ
ΓΓΓΓ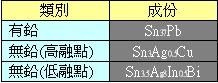
ΓΓΓΓ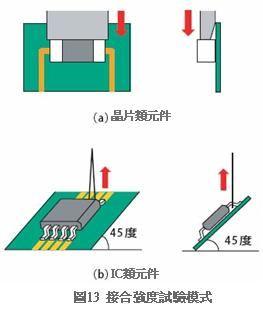
ΓΓΓΓàD14 «εaΗύ”ΓΥΔΝΩ≈cΫ”ΚœèäΕ»ΒΡΝΩ€yΫYΙϊΖΕάΐΘ§”…àDΩ…÷Σ≤Μ’™ΡΡΖNεaΗύ≈cΡΡΖNΫMΦΰΫMΚœΘ§“Μ÷±ΒΫεaΗύ”ΓΥΔΝΩ50%ûι÷ΙΘ§Ϋ”ΚœèäΕ»ïΰΦ±εα…œ…ΐΘ§Ϋ”÷χκS÷χεaΗύ”ΓΥΔΝΩΒΡ‘ωΦ”Θ§Ϋ”ΚœèäΕ»≥ §F(xi®Λn)ΨèΚΆ…œ…ΐΓΘ
ΓΓΓΓ÷ς“Σ‘≠“ρ «εaΗύ”ΓΥΔΝΩί^…ΌïrΘ§¥σ≤ΩΖίΒΡεaΗύïΰ‘ΎΫ”Κœ≤ΩΈΜ–Έ≥…ΑκàAΫ«(Fillet)Θ§œύί^÷°œ¬εaΗύ”ΓΥΔΝΩΚήΕύΒΡàωΚœΘ§εaΗύîU’Ι÷ΝΫ”ΒΊ÷ή΅ζΘ§ΕΥΉ”…œΟφΫΰùôΒΡεaΗύΝΩœύ¨Π‘ωΦ”Θ§ΤδΫYΙϊ‘λ≥…Ϋ”ΚœèäΕ»ΫΒΒΆΓΘ
ΓΓΓΓ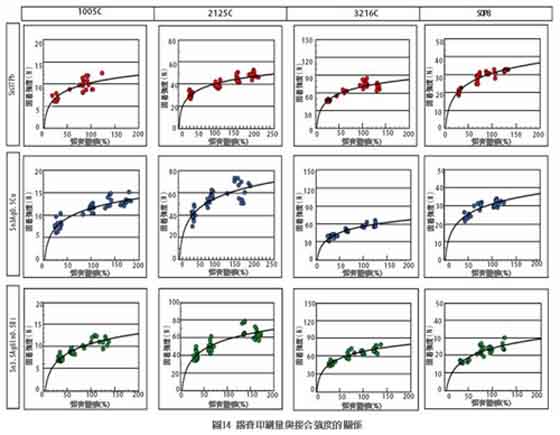
ΓΓΓΓΗυ™ΰ(j®¥)“‘…œΫYΙϊ‘΅ΥψΩ…ΩΩ–‘≤ΜïΰΑl(f®Γ)…ζÜ•ν}Θ§Εχ«“Ω…“‘¨ç§F(xi®Λn)ΚΗεaΫ”ΚœΒΡΉνΒΆœόΕ®εaΗύΝΩΓΘ
ΓΓΓΓ¥ΥΧé Ήœ»”΄Υψάμœκ†νëB(t®Λi)ïrΒΡεaΗύ”ΓΥΔΝΩΘ§“ύΦ¥εaΗύσwΖe100%ïrΒΡΫ”ΚœèäΕ»Θ§”΄Υψ÷Β»γàD15ΒΡΔΌΥυ ΨΓΘ
ΓΓΓΓΫ”÷χቨΠεaΗύσwΖe100%ïrΒΡΫ”ΚœèäΘ§≈–îύ»ί‘S%ΒΡΫ”ΚœèäΕ»ΫΒΒΆΘ§Ρφœρ”΄Υψ¨ç§F(xi®Λn)‘™Ϋ”ΚœèäΕ»ïr±Ί“ΣΒΡεaΗύ”ΓσwΖeΘ§ΤδΫYΙϊ»γàD15ΒΡΔΎΥυ ΨΓΘ
ΓΓΓΓ™QΨδ‘£’f¨çκH…œεaΗύσwΖe100%ïrΒΡΫ”ΚœèäΕ»Θ§‘ ‘SéΉ%Ϋ”ΚœèäΕ»ΫΒΒΆΘ§κS÷χΫMΦΰ“é(gu®©)ΗώΓΔΜυΑε”ΟΆΨΓΔ≥…ΤΖ“é(gu®©)Ηώ≤ΜΆ§ΓΘ
ΓΓΓΓ‘Ύ¥Υ«ΑΧαœ¬÷ΤΕ®“é(gu®©)ΗώΙήάμΖυΕ»Θ§≥ΐΝΥΝΩ€yΖ÷≤Φ≈cΗςΖN“é(gu®©)Ηώ÷°ΆβΘ§ΏÄ–η‘OΕ®≠h(hu®Δn)Ψ≥‘΅ρû‘λ≥…ΒΡΫ”ΚœèäΕ»ΫΒΒΆ≥…ΖίΘ§“ρ¥Υ―–ΨΩ»ΥÜTΗυ™ΰ(j®¥)“‘…œμ‰–ρΘ§÷ΤΕ®ΑϋΚ§“é(gu®©)ΖΕ“é(gu®©)ΗώΙήάμΖυΕ»ΒΡ”ΓΥΔΙήάμΝΩΓΘ
ΓΓΓΓ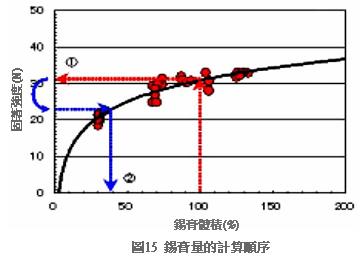
 ΖΒΜΊμî≤Ω
ΖΒΜΊμî≤Ω ΥΔ–¬μ™Οφ
ΥΔ–¬μ™Οφ œ¬ΒΫμ™ΒΉ
œ¬ΒΫμ™ΒΉ