
砂型鑄造就是指在砂型中生產鑄件的一種方法,一般砂型鑄造都是由型砂和芯砂組成的,型砂和芯砂都是用硅砂和黏土或者是粘結材料和水按照一定的比例混合而成的,型砂和芯砂要具有“一強三性”,這個“一強三性”指的就是有強度、透氣性、退讓性和耐火性。對于鑄鋼件鑄造廠家來說砂型鑄造是我們實際生產中應用最為廣泛的一種鑄造方法。
在進行砂型鑄造的時候,鑄鋼件鑄造廠家要對后續的工藝參數進行選擇,為了繪制出鑄造的工藝圖,在鑄造工藝方案初步確定了之后,我們還必須要去選擇鑄件的機械加工余量,收縮率、型和芯頭的尺寸、起模斜度等等工藝參數。
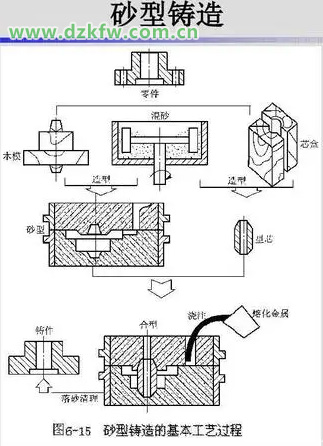
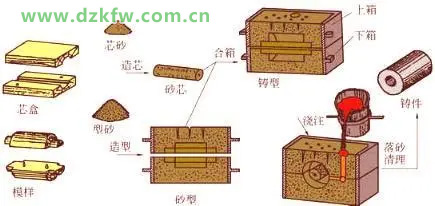
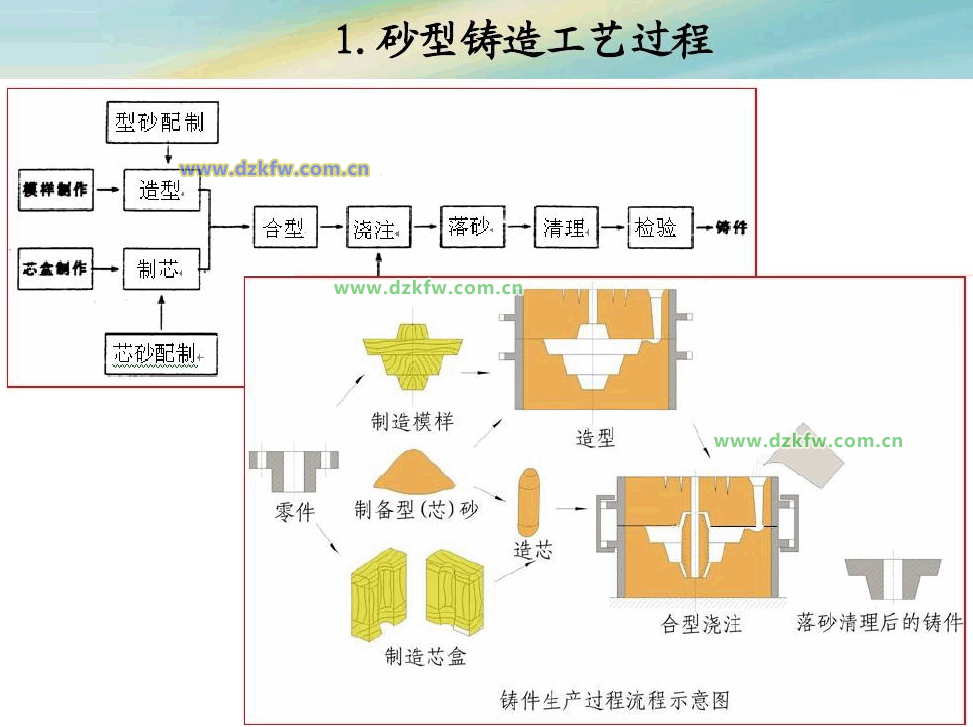
砂型鑄造的流程
一、廠家要求的最為 小的鑄 孔和機械加工的余量:
(1)機械加工余量:就是當技術人員在設計鑄造工藝圖的時候,為鑄件預留需要切除的金屬層厚度。一般要求的機械加工余量的具體數值要取決于合金的品種、鑄件大小和鑄造方法等等。
(2)最為小的鑄孔:鑄件上孔和槽要不要鑄出,這個要取決于工藝上的可能性,還要考慮它的必要性,因為一般比較小的孔和槽是不需要鑄出的。
1、起模斜度:為了能夠讓模樣順利地從砂型中取出來,鑄鋼件鑄造廠家會在平行起模方向的模樣表面上增加斜度,這個過程我們稱為起模斜度,起模斜度的大小主要取決于模樣的高度、模樣的材料和造型的方法等等因素。
2、收縮率:因為合金的線收縮,所以鑄件冷卻之后的尺寸會比在型腔內的尺寸略有縮小,為了保證鑄件能夠得到應有的尺寸,模樣的尺寸必須要比鑄件放大一個該合金的收縮量。

砂型鑄造的砂型
3、型芯頭:型芯頭的尺寸也要控制好,這個對于型芯裝配的工藝性和穩定性有非常大的影響。
以上就是小編說的,關于鑄鋼件鑄造廠家在砂型鑄造流程中對工藝參數的選擇,大家可以通過這些選擇來作為參考,運用到實際生產中。
 返回頂部
返回頂部 刷新頁面
刷新頁面 下到頁底
下到頁底